
The ASA vs. PETG battle is easier to resolve than you might think. Read on for their pros and cons to decide which one is best for you.
When it comes to 3D printing, it is essential to know what filaments you can or should use for a given project. You want to make sure you choose a material that is consistent with the properties you desire for your model.
If you're trying to print something like auto parts (bumper covers, side mirror housings) or exterior decor and accessories, using ASA is a better choice than, for example, PLA, which isn't the most resistant when it comes to change of the temperatures.
If you use ABS for functional prototyping, you might consider ASA instead because of its increased resistance to the elements, chemicals, and UV light. But if you want to print a toy, using an easy-to-print filament that is durable, like PETG, is key.
ASA and PETG are two very popular types of filament among hobbyists today due to their increased resistance to impact, chemicals and temperature compared to PLA.
Read on to learn the ins and outs of these two threads, their applications.
The contenders
Before we look at the differences between ASA and PETG, we need to look at them individually and consider their advantages and disadvantages.
ASA
ASA stands for "acrylic styrene acrylonitrile". It is very similar and easily comparable to ABS, but there is a key difference in their chemical structures that makes ASA much more UV stable, thus increasing its resistance to sun exposure. It can be post-treated with acetone and is highly resistant to various chemicals and water. The main purpose of ASA was to replace ABS and be more user-friendly. However, it is still not as easy to print as PETG.
ASA can require a heated enclosure or some draft protection. For smaller prints, you may be able to get away without a box, although larger prints will need one to keep the air around the filament warm and at an even temperature. ASA also requires higher print temperatures than PETG, so an all-metal hot end is ideal.
PETG
PETG is a modified form of PET (polyethylene terephthalate). It is modified with glycol for lower printing temperatures and to reduce crystallization, which can make the plastic more brittle. PETG is as chemical and impact resistant as ASA, but to a lesser extent. There are also food-safe options when it comes to PETG, depending on the manufacturer.
Unlike ASA, PETG filament does not require a heated chamber and will rarely suffer from distortion, making it easier to use. Just as ASA and ABS are often compared, so are PETG and PLA. In this case, PETG has a higher temperature resistance and can be used for prints that will sit in a hot car or outside for hours, while PLA is probably the easiest filament to print on, but is relatively sensitive to outdoor conditions. However, there are also some food-safe options.
ASA seal
To print ASA, your hot end must be able to handle temperatures of 240 °C to 260 °C. A PTFE coated hot end will work as they can be used up to 260°C, but may not be a good idea for longer print times as PTFE can start to degrade at 250°C. You can try using different varieties of PTFE tubing, such as Capricorn XS Tubing. It is designed for 3D printing and can be used at higher temperatures, around 260-270 °C.
The bed should withstand temperatures between 90 °C to 110 °C, similar to ABS, but note that it is always important to check your filament manufacturer's instructions for required temperatures. These are often found on the reel label.
Like ABS, very minimal (to no) cooling is available for ASA printing. Although a 5-10% cooling rate can improve overhangs and overall print quality, choosing to turn off the part cooling fan can produce better results.
Manufacturers will (almost) always have print profiles for their filament, so using them is the best way to ensure that your filament will print well. In general, printing ASA at around 50-60mm/s should result in the best print quality, although it's worth noting that this material may require slightly more retraction than PLA, around 0.5- 1.5 mm.
Printing on PETG
When printing PETG, your hot end can vary between 220 °C and 265 °C. PTFE coated hot ends start to break down at 260°C and can start to break down if kept at 250°C for long periods of time, so it's best to be careful. However, it is recommended that you print with PETG with a PTFE-lined hot end in a well-ventilated area.
PETG has a low tendency to deform. Thus, adhesion to the PETG bed will generally not be a problem. However, PETG can often stick too good to tear pieces out of a glass bed. If you are using PEI spring steel sheet, we recommend choosing a textured surface as PETG can peel the coating right off a smooth surface. Use glue or blue tape if you only have glass and smooth PEI beds to provide a protective layer for the filament to adhere to. However, textured PEI sheets do not require anything special. The bed temperature can vary between 50 °C and 85 °C.
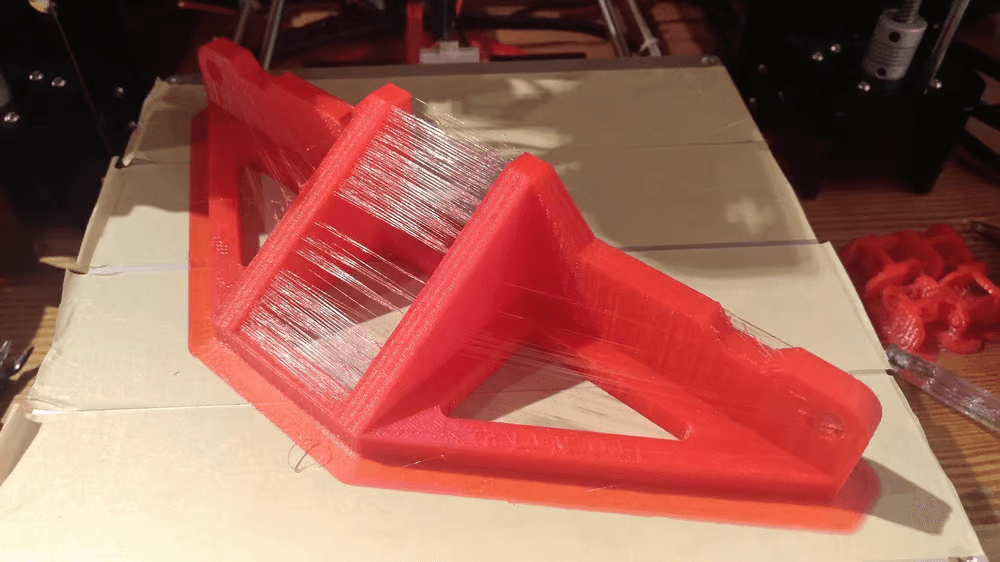
As for retraction, choose 6-7mm when on Bowden extrusion and 3-5mm on direct. Higher temperatures increase runoff and stringing, and retract length is more important than speed (default slicer settings work fine).
Always check the manufacturer's guidelines for print temperatures and printer profiles; you can change them as needed.
Mechanical properties

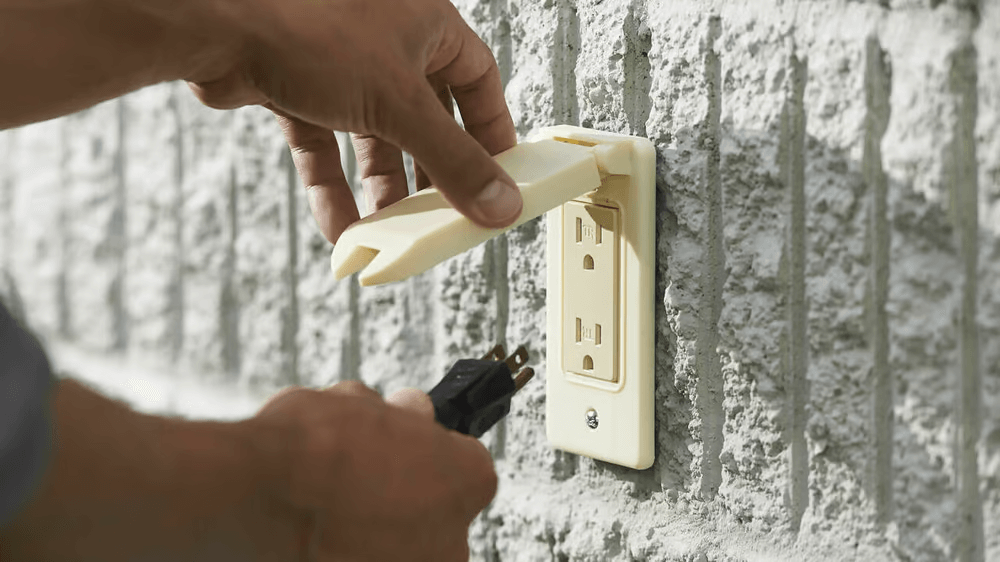
David M. Todd via Amazon )
When choosing between threads, you want to make sure that the thread you're using fits your use case.
ASA
ASA shares many properties with PETG, particularly its plasticity and resistance to chemicals and impact. However, as mentioned above, ASA is also UV-stable. This makes ASA one of the best choices for prints that need to withstand the elements. It also has high resistance to water and high temperatures. You can print bike accessories like cup holders (they can get wet and muddy very quickly in the rain).
ASA is extremely unsafe for use with food. It is almost as toxic as ABS for this purpose, and using ASA to process food or beverages of any kind is dangerous. Do not use it for food related purposes.
PETG
PETG is malleable and thus if you bend a part made of PETG it will bend instead of snapping instantly. It also withstands high temperatures, so leaving it in the sun will not deform it.
PETG also doesn't shrink after printing, meaning your prints will stay true to size. This makes PETG a useful material for functional items, such as parts for another 3D printer or gears.
Another useful property of PETG is its food safe characteristic. PET is used in many food-safe plastic products, and PETG is PET modified with a glycol that is not harmful to humans. There are PETGs that are rated as food safe by government authorities. Of course, it's not all about the thread, so a little more information on the subject is warranted.
More differences
Now that we've looked at the similarities and differences between PETG and ASA, there are a few more things to consider, such as recyclability and print safety.
PETG can be recycled at major recycling centers, while ASA is not. Also, PETG printing will produce very little fumes compared to ASA.
ASA emits toxic fumes during printing that can be harmful to human and animal health. Printing in a well-ventilated room is a must. ASA will almost always require some type of housing to print without distortion. A cardboard box or even a photography tent can work as a last resort, but opting for more involved solutions can be worthwhile.
When it comes to post-processing, ASA can be smoothed with acetone, just like ABS, using steam. This means that you can often get very smooth, glossy prints with ASA if done correctly. Post-treatment can even add some water resistance due to the fusion of the layers.
PETG is a little different. It doesn't smooth with acetone, so you'll have to do it the old-fashioned way of sanding and polishing, or use epoxy coatings (which seal the gaps in the layers, improving water resistance). The only solvents that can be used with PETG for smoothing are harmful.
We at 3MG Bonev Ltd. we work successfully with both materials. If you need to print details of them, do not hesitate to contact us. If you need advice, again we can help. Just contact us through the various channels.
0 Comments