
Битката ASA срещу PETG е по-лесна за разрешаване, отколкото си мислите. Прочетете за техните плюсове и минуси, за да решите кой е най-добрият за вас.
Когато става въпрос за 3D печат, е от съществено значение да знаете какви нишки можете или трябва да използвате за даден проект. Искате да сте сигурни, че избирате материал, който е в съответствие със свойствата, които желаете за вашия модел.
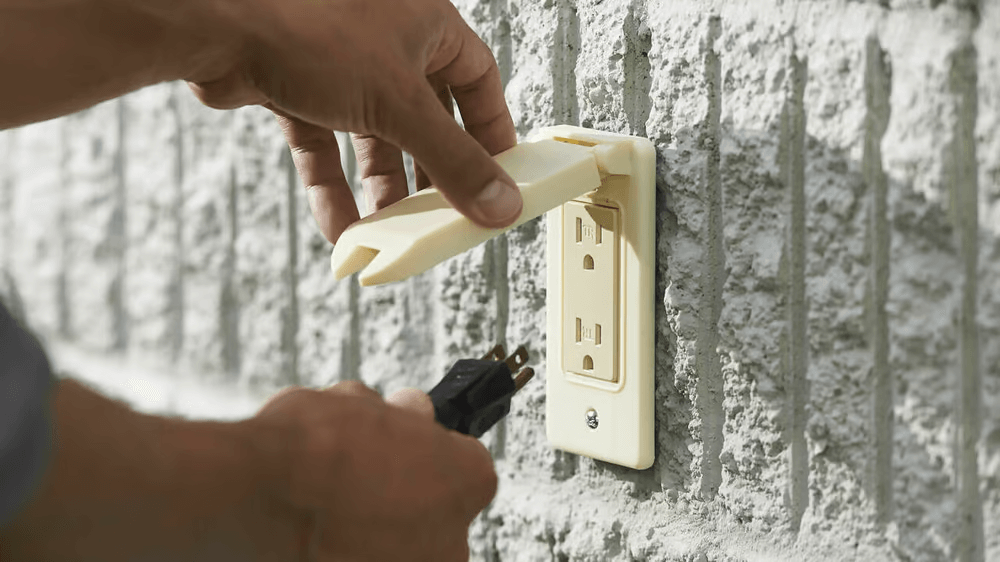
Ако се опитвате да отпечатате нещо като авточасти (покрития на брони, корпуси на странични огледала) или външен декор и аксесоари , използването на ASA е по-добър избор от, например, PLA, който не е най-устойчивият, когато става въпрос за промяна на температурите.
Ако използвате ABS за функционални прототипи, може да помислите за ASA вместо това поради неговата повишена устойчивост срещу елементи, химикали и UV светлина. Но ако искате да отпечатате играчка , използването на лесна за печат нишка, която е издръжлива, като PETG , е от ключово значение.
ASA и PETG са два много популярни вида нишки сред любителите в днешно време поради тяхната повишена устойчивост на удар, химикали и температура в сравнение с PLA.
Прочетете, за да научите тънкостите на тези две нишки, техните приложения.
Претендентите
Преди да разгледаме разликите между ASA и PETG, трябва да ги разгледаме поотделно и да разгледаме техните предимства и недостатъци.
ASA
ASA означава “acrylic styrene acrylonitrile”. Той е много подобен и лесно сравним с ABS, но има ключова разлика в техните химични структури, която прави ASA много по-стабилен на UV лъчи, като по този начин повишава устойчивостта му на излагане на слънце. Подлежи на последваща обработка с ацетон и е силно устойчив на различни химикали и вода. Основната цел на ASA беше да замени ABS и да бъде по-удобен за потребителя. Въпреки това все още не е толкова лесен за печат като PETG.
ASA може да изисква отопляем корпус или известна защита срещу течение. За по-малки разпечатки може да успеете да се измъкнете без кутия, въпреки че по-големите разпечатки ще се нуждаят от такава , за да поддържат въздуха около нишката топъл и с еднаква температура. ASA също изисква по-високи температури на печат от PETG, така че изцяло металният горещ край е идеален.
PETG
PETG е модифицирана форма на PET ( polyethylene terephthalate). Той е модифициран с гликол за по-ниски температури на печат и намаляване на кристализацията, което може да направи пластмасата по-чуплива. PETG е устойчив на химикали и удар като ASA, но в по-малка степен. Има и безопасни за храна опции , когато става въпрос за PETG, в зависимост от производителя.
За разлика от ASA, нишката PETG не изисква нагрята камера и рядко ще страда от изкривяване , което го прави по-лесен за използване. Точно както ASA и ABS често се сравняват, същото важи и за PETG и PLA . В този случай PETG има по-висока температурна устойчивост и може да се използва за отпечатъци, които ще стоят в гореща кола или навън с часове, докато PLA е може би най-лесната нишка за печат, но е относително чувствителна към външни условия. Въпреки това има и някои безопасни за храна опции .
Печат на ASA
За да отпечатате ASA, вашият горещ край трябва да може да поддържа температури от 240 °C до 260 °C. Горещият край с PTFE покритие ще работи, тъй като те могат да се използват до 260 °C, но може да не е добра идея за по-дълго време за печат, тъй като PTFE може да започне да се разгражда при 250 °C. Можете да опитате да използвате различни разновидности на PTFE тръби, като Capricorn XS Tubing . Той е предназначен за 3D печат и може да се използва при по-високи температури, около 260-270 °C.
Леглото трябва да издържа на температури между 90 °C до 110 °C, подобно на ABS , но имайте предвид, че винаги е важно да проверявате указанията на производителя на вашата нишка за необходимите температури. Те често се намират на етикета на макарата.
Подобно на ABS, много минимално (до никакво) охлаждане се предлага за печат на ASA. Въпреки че 5-10% скорост на охлаждане може да подобри надвесите и цялостното качество на печат, изборът да изключите вентилатора за охлаждане на частите може да доведе до по-добри резултати.
Производителите (почти) винаги ще разполагат с профили за печат за своята нишка, така че използването им е най-добрият начин да гарантирате, че вашата нишка ще печата добре. Като цяло печатането на ASA при около 50-60 mm/s би трябвало да доведе до най-добро качество на печат, въпреки че си струва да се отбележи, че този материал може да изисква малко повече прибиране от PLA, около 0,5-1,5 mm.
Печат на PETG
Когато печатате PETG, вашият горещ край може да варира между 220 °C и 265 °C . Покритите с PTFE горещи краища започват да се разпадат при 260 °C и могат да започнат да се разпадат, ако се държат при 250 °C за дълги периоди от време, така че е най-добре да внимавате. Въпреки това се препоръчва да печатате с PETG с горещ край, облицован с PTFE, в добре проветриво помещение.
PETG има ниска склонност към деформация. По този начин адхезията на леглото с PETG обикновено няма да бъде проблем. Въпреки това, PETG често може да залепне твърде добре и да изтръгне парчета от стъклено легло . Ако използвате PEI лист от пружинна стомана, препоръчваме да изберете текстурирана повърхност, тъй като PETG може да откъсне покритието направо от гладка повърхност. Използвайте лепило или синя лента, ако разполагате само със стъклени и гладки PEI легла, за да осигурите защитен слой, към който може да се залепи нишката. Въпреки това, текстурираните PEI листове не изискват нищо специално. Температурата на леглото може да варира между 50 °C и 85 °C.
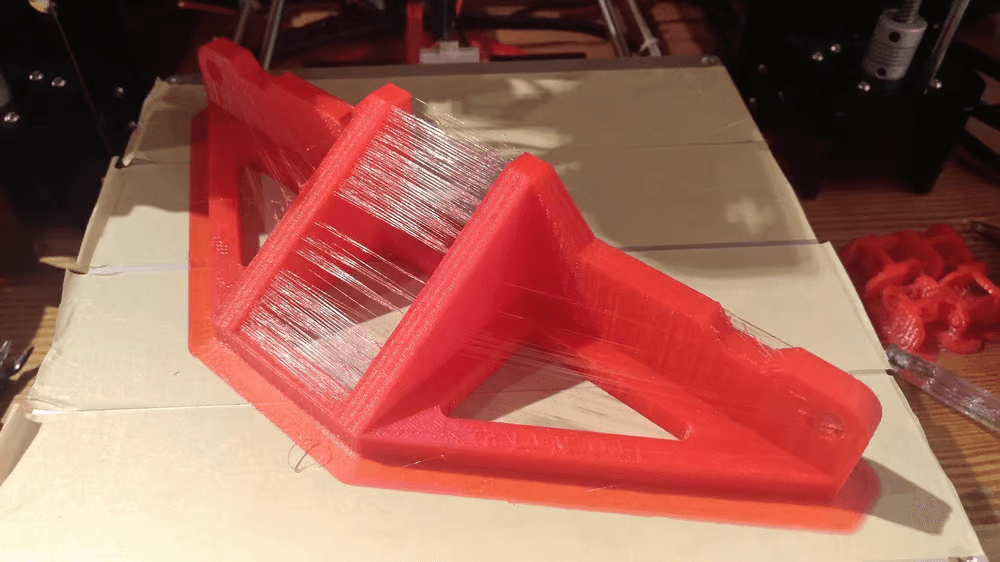
Що се отнася до ретракцията, изберете 6-7 mm, когато сте на Bowden екструзия, и 3-5 mm при директна. По-високите температури увеличават изтичането и нанизването , а дължината на прибиране е по-важна от скоростта (настройките по подразбиране на слайсера работят добре).
Винаги проверявайте указанията на производителя за температурите на печат и за профилите на принтера; можете да ги промените според нуждите.
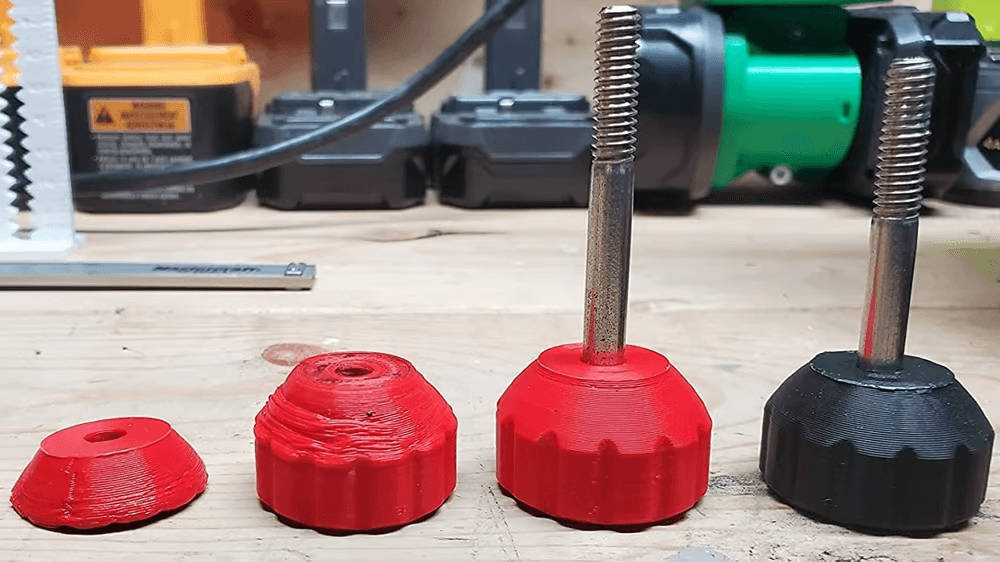
Механични свойства

David M. Todd чрез Amazon )
Когато избирате между нишки, искате да сте сигурни, че нишката, която използвате, отговаря на вашия случай на употреба.
ASA
ASA споделя много свойства с PETG, по-специално неговата пластичност и устойчивост на химикали и удар. Въпреки това, както беше споменато по-горе, ASA също е UV-стабилна. Това прави ASA един от най-добрите избори за отпечатъци, които трябва да издържат на елементите. Освен това има висока устойчивост на вода и високи температури. Можете да отпечатате аксесоари за велосипеди , като поставки за чаши (те могат да се намокрят и да станат кални много бързо при дъжд).
ASA е изключително опасно за употреба с храна. Токсичен е почти колкото ABS за тази цел и използването на ASA за обработка на храни или напитки от всякакъв вид е опасно. Не го използвайте за цели, свързани с храна.
PETG
PETG е пластичен и по този начин, ако огънете част, направена от PETG, тя ще се огъне, вместо да щракне моментално. Издържа и на високи температури, така че оставянето му на слънце няма да го деформира.
PETG също не се свива след отпечатване, което означава, че вашите разпечатки ще останат с точни размери. Това прави PETG полезен материал за функционални елементи, като части за друг 3D принтер или зъбни колела .
Друго полезно свойство на PETG е неговата безопасна за храна характеристика. PET се използва в много пластмасови продукти, безопасни за храни, а PETG е PET, модифициран с гликол, който не е вреден за хората. Има PETGs, които са оценени като безопасни за храни от държавни органи. Разбира се, не всичко опира само до нишката, така че малко повече информация по темата е оправдана.
Още разлики
След като разгледахме приликите и разликите между PETG и ASA, има още няколко неща, които трябва да вземете предвид, като възможност за рециклиране и безопасност при печат.
PETG може да се рециклира в големите центрове за рециклиране, докато ASA не. Освен това, печатането на PETG ще произведе много малко изпарения в сравнение с ASA.
ASA отделя токсични изпарения по време на печат, които могат да бъдат вредни за здравето на хората и животните. Печатането в добре проветриво помещение е задължително. ASA почти винаги ще изисква някакъв вид корпус, за да печата без изкривяване. Картонена кутия или дори палатка за фотография може да свърши работа в краен случай, но изборът на по-ангажиращи решения може да си струва.
Когато става въпрос за последваща обработка, ASA може да се изглади с ацетон, точно както ABS , с помощта на пара. Това означава, че често можете да получите много гладки, лъскави отпечатъци с ASA, ако се направи правилно. Последващата обработка може дори да добави известна водоустойчивост поради сливането на слоевете.
PETG е малко по-различен. Не се изглажда с ацетон, така че ще трябва да го направите по старомодния начин на шлайфане и полиране или да използвате епоксидни покрития (които запечатват празнините в слоевете, подобрявайки водоустойчивостта). Единствените разтворители, които могат да се използват с PETG за изглаждане, са вредни.
Ние от 3MG Bonev Ltd. работим успешно и с двата материал. Ако се нуждаете от принтиране на детайли от тях, не се колебайте да се свържете с нас. Ако са Ви нужни съвети, отново ние можем да Ви помогнем. Просто се свържете с нас по различните канали.
0 Comments