Скорост на изтегляне на 3D принтера: Какво означава това?В тази статия изследваме скоростта на прибиране на материала в 3D принтера, защо се използва прибирането и как настройките за прибиране се променят, за да се получи перфектният печат.Какво е отдръпване?
Скоростта на прибиране на 3D принтера е една от трите основни настройки за прибиране. Той определя скоростта, с която екструдерът прибира нишката. Преди да го обсъдим по-нататък обаче, първо трябва да погледнем разстоянието на прибиране . И накрая, ще говорим и за минималното разстояние за пътуване .
Разстояние на прибиране
Разстоянието за прибиране на 3D принтера определя дължината на нажежаемата жичка, която трябва да се прибере от екструдерния двигател. Колкото по-дълго е това разстояние, толкова по-далеч от дюзата се изтегля нишката. Ако това разстояние е зададено твърде ниско, нажежаемата жичка все още ще може да изтече от дюзата. Ако е твърде високо, нишката ще бъде изтеглена твърде назад.
Задаването на прекалено голямо разстояние на прибиране е проблем, тъй като нишката може да отнеме много време, за да започне да екструдира отново. Това може също да причини запушвания.
Като правило, не избирайте разстояние на прибиране, по-голямо от дължината на вашата дюза. Много принтери използват разстояние на прибиране между 2 и 7 мм. Настройте тази настройка с стъпки от 1 мм, докато намерите идеалното разстояние.
Скорост на прибиране
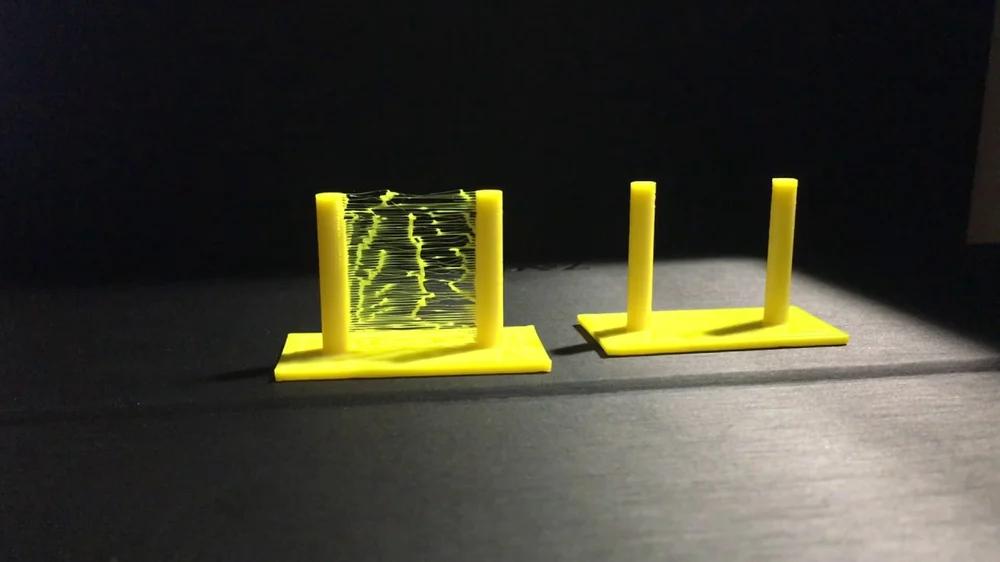
Скоростта на прибиране на 3D принтера е скоростта, с която екструдерът прибира нишката. Ако е твърде бавен, нажежаемата жичка ще има време да изтече от дюзата, за да създаде косми и петна. Ако е твърде бързо, ще има забавяне, преди материалът да започне да екструдира отново.
Обикновено скоростта на прибиране по подразбиране на вашия слайсър работи добре. Ако не, променете тази настройка на стъпки от 5 mm / s, докато се постигне подходящата скорост.
Минимално разстояние за пътуване
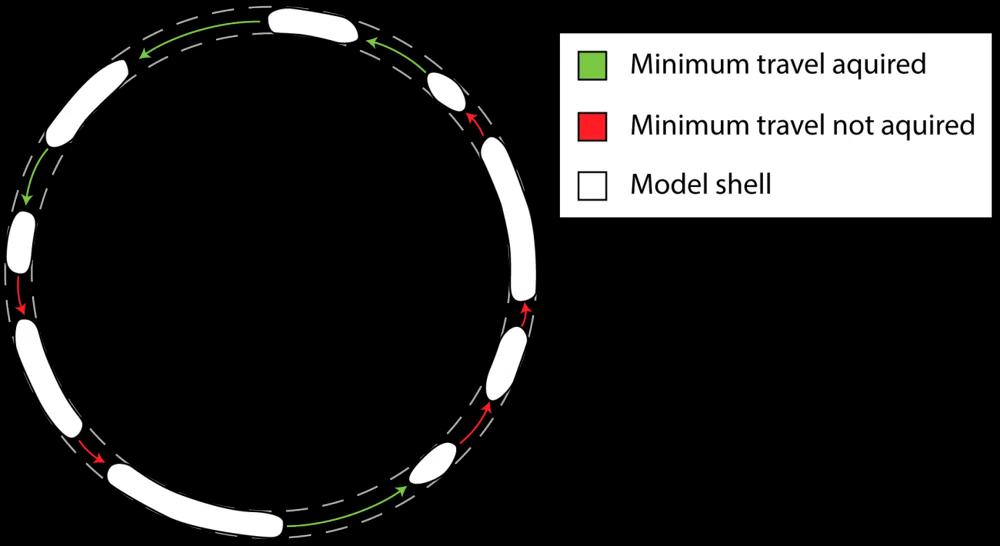
Минималното разстояние за пътуване определя минималното разстояние, необходимо за прибиране. Например, ако е зададен на 2 mm, екструдерът няма да прибере нишката, ако печатащата глава е пътувала само 1,2 mm.
Ако се борите със струни, обхващащи къси разстояния, трябва да намалите това разстояние. Започнете с минимално разстояние на пътуване от 1 mm и го регулирайте със стъпки от 0.5 mm, докато намерите идеалното разстояние.
Уверете се, че не сте задали тази стойност твърде ниска. По този начин екструдерът може да смила нишката чрез прекомерно бутане и дърпане.
0 Comments