
Снимка: joshi5901 чрез Reddi
Z шевът (Seam) е видима линия от несъвършенства, минаваща отстрани на детайла, който принтирате. С Cura Z шевовете вече не могат да съществуват! Прочетете, за да научите как.
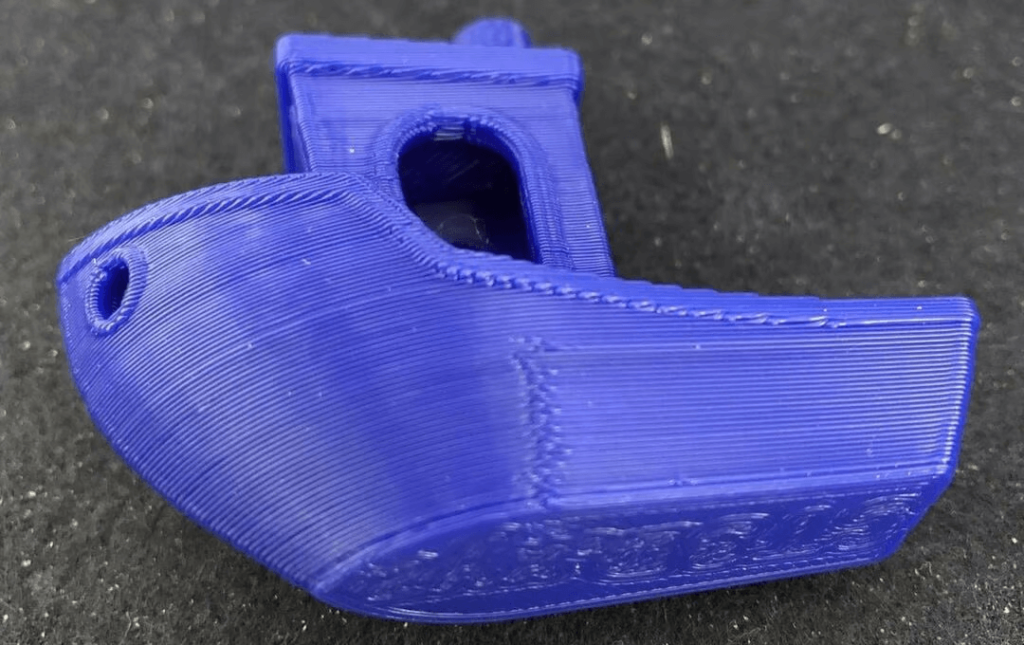
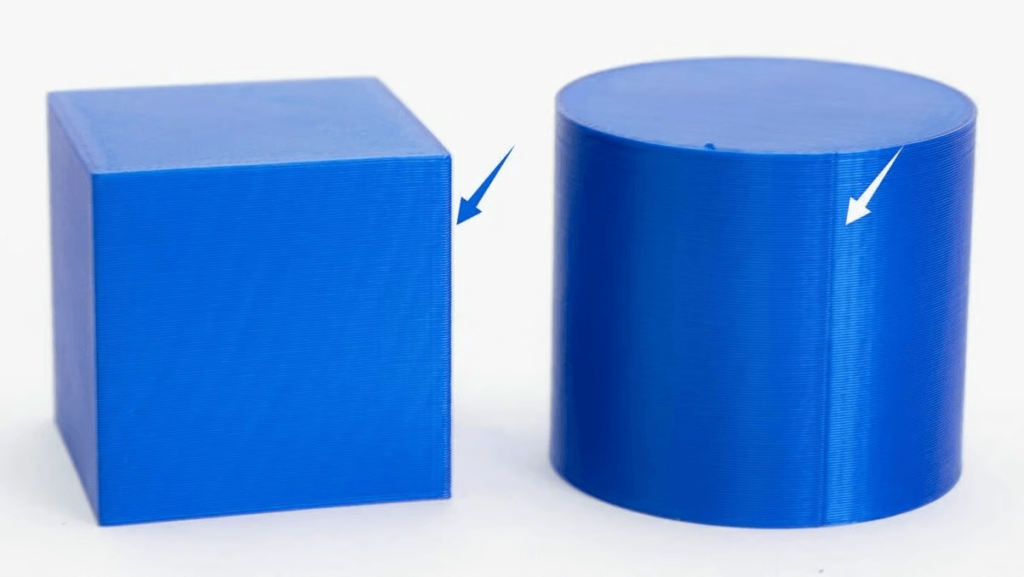
Всеки път, когато сте отпечатали предмет с гладки страни (не в режим на ваза ), може да сте забелязали подравняване на неравности отстрани на вашия печат. Въпреки че понякога това явление погрешно се нарича петна или пъпки , то е по-правилно известно като Z шев. Z шевът обикновено изглежда като една линия, обхващаща цялата Z-ос на вашия модел.
Z шев съществува на повечето 3D отпечатъци. Въпреки това, видимостта и тежестта на шева може да варира в зависимост от няколко различни фактора, включително размера и формата на модела. Линията от неравности е може би най-забележима върху високи и кръгли предмети. Това е така, защото по-високата част автоматично ще има по-дълъг шев, а гладката стена на кръгла част прави шева по-видим.
Въпреки че Z шевът не засяга непременно функционалността на дадена част, той все пак може да бъде досаден, особено при отпечатване на експонати като ваза или част cosplay . За щастие има няколко решения, които могат да ви помогнат да намалите видимостта на Z шев върху вашите отпечатъци. В тази статия ще разгледаме какво причинява Z шев, как евентуално можете да го предотвратите и няколко настройки на Cura, които можете да използвате, за да контролирате и скриете Z шева.
Причини
Z шевът се причинява от екструзията в началото или края на всеки слой (Източник: heijmenberg чрез Reddit )
Както споменахме, Z шевът е проблем с качеството на печата , който по същество съществува във всеки печат, но сериозността му зависи от много фактори. Нека разгледаме по-отблизо процеса на екструдиране.
Z шев се образува през времето, необходимо на печатащата глава, по-специално на дюзата , за да премине към следващия слой. Точно преди този скок, екструзията е спряна и печатащата глава спира да се движи за част от секундата, докато стъпковите двигатели по ос Z я повдигат към следващия слой.
По време на тази пауза излишната нишка може да изтече от дюзата. Това нежелано екструдиране възниква поради натрупано налягане в горещия край по време на печат. Когато екструдерът спре за кратко, това налягане се освобождава, което води до малко изтичане на материал от дюзата. Излишният материал се залепва за отпечатъка в мястото на пауза, създавайки неравностите на Z шев.
Що се отнася до подравняването на неравностите, този проблем е в ръцете на машината за slicer. Повечето слайсери автоматично задават началната точка на следващия слой директно над крайната точка на предишния слой, така че неравностите се подравняват, за да създадат много видим Z шев.
Въпреки че това подравняване може да звучи лесно за избягване, поставянето на началната и крайната точка на едно и също място е най-ефективно и помага да се ограничи времето за печат. Освен това преместването на началната точка не елиминира натрупаното налягане, така че преместването през отпечатъка, за да започне следващият слой на ново място, може да доведе до нанизване на отпечатъци.
Бележка за UltiMaker Cura 5.3
Някои потребители съобщават, че са се сблъсквали със странни артефакти на нарязване , които се появяват върху извити повърхности на отпечатъци като произволни петна от Z шев след актуализиране на Cura до 5.3.0 или 5.3.1. За щастие, разработчиците получиха обратна връзка от общността относно това и идентифицираха проблема .
Изглежда, че проблемът е решен и не са споменати подобни проблеми за версията 5.7 на UltiMaker Cura (най-новата към момента на писане). Във всеки случай, ако срещнете такива артефакти в по-ставерсии, опитайте да се върнете към Cura 5.2 или по-ранни версии, ако подозирате, че срещате този проблем и няма никакви новини за това как може да е причинен.
Предотвратяване
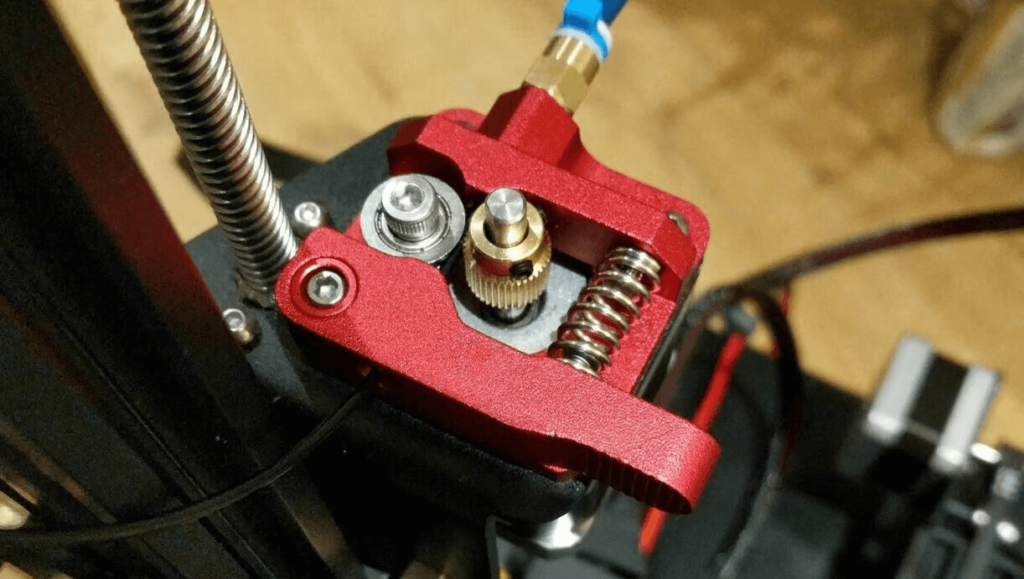
Калибрирането на вашите E-стъпки може да подобри екструдирането (Източник: m3tolli чрез Reddit )
Има два начина за справяне със Z шева: предотвратяване и скриване. За да предотвратите проблеми с печатането, трябва да идентифицирате и коригирате източника на проблема, който в случая на Z шев е натиск в горещия край, който освобождава излишния материал върху отпечатъка.
Това налягане е резултат от несъвършени екструзии по време на процеса на печат и предотвратяването му може да бъде предизвикателна задача. В идеалния случай искате да усъвършенствате екструдирането на вашия принтер чрез настройка на всички допринасящи фактори.
За съжаление много различни слайсери, firmware, и механични съображения влияят на екструдирането на вашата машина, така че това може да отнеме много време. Ето няколко техники за калибриране на екструзия, както и други функции, които могат да помогнат за предотвратяване на налягането в горещия край:
- Калибрирайте вашия екструдер / Calibrate your extruder (E-стъпки): Калибрирането на вашия екструдер включва регулиране на E-стъпките, за да се гарантира, че екструзията на двигателя на вашия екструдер е точна. С други думи, калибриран екструдер ще гарантира, че когато екструдирате 10 mm нишка, точно 10 mm влизат в горещия край.
- Регулиране на скоростта на потока/ Adjusting the flow rate: Скоростта на потока , понякога наричана множител на екструзията, е друга променлива на екструзията. Скоростта на потока определя с каква скорост (обикновено процент) нишката ще бъде екструдирана. Най-добре е да настроите тази стойност, след като вече сте калибрирали вашия екструдер.
- Температура на дюзата/ Nozzle temperature: Температурата на дюзата (или по-точно горещия край) е друг критичен фактор за екструдирането. Колкото по-гореща е дюзата, толкова по-бързо ще се стопи материалът и ще изтече. Твърде високата температура често води до прекомерно екструдиране , което може да направи Z шева по-забележим.
- Скорост на печат/ Print speed: Скоростта на печат контролира колко бързо се движи дюзата. По-ниските скорости на печат позволяват повече време за екструдиране на нишката и спомагат за ограничаване на натиска в горещия край.
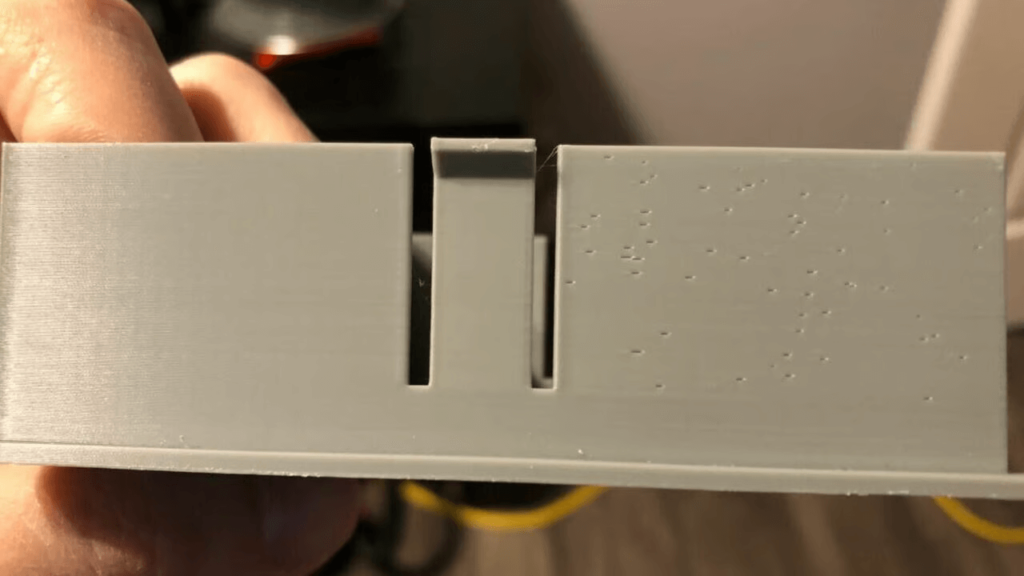
Твърде много движение по инерция може да доведе до липсващи части в разпечатките (Източник: kuvalak чрез Prusa Research )
- Пътуване по инерция/ Coastering : Това е функция, която казва на вашия принтер да спре активното екструдиране на материал, но да продължи да се движи по време на последната част от слоя. Coastering предполага, че налягането в горещия край ще завърши екструдирането на слой за дюзата. Въпреки че малко забавяне може да помогне, уверете се, че не задавате стойността на движение по инерция твърде висока, в противен случай може да получите малки празнини върху разпечатките, когато материалът свърши преди края на слоя.
- Прибиране/ Retraction: Прибирането е функция за печат, която може да се активира на вашия 3D слайсер, която казва на вашия принтер, по-специално на екструдера, да прибира нишката от горещия край в края на движението на дюзата. Издърпването на нишката назад облекчава налягането в горещия край, когато дюзата е на пауза, но прекаленото прибиране може да доведе до запушване на дюзата. Тази настройка може да помогне за предотвратяване на Z шевове, както и за намаляване на нанизването в отпечатъците.
- Прибиране при промяна на слоя/ Retraction at layer change: Независимо от цялостното прибиране, „Прибиране при промяна на слоя“ е настройка, която може да бъде активирана, както показва името ѝ, прибиране, когато горещият край се премести към следващия слой. Въпреки че може да увеличи времето за печат и може да доведе до нежелани резултати, ако разстоянието на прибиране е голямо, това е една от първите настройки, които трябва да се активират, ако Z шевът е проблем.
- Избърсване/ Wipe: Избърсването е друга функция на слайсера и изисква различен подход за облекчаване на натиска в горещия край, отколкото прибиране. Вместо да обръща екструдирането, за да намали налягането, избърсването позволява на горещия край да облекчи налягането от отпечатания модел. Тази функция казва на вашия принтер да се движи настрани за кратко след завършване на слой, за да облекчи натиска в горещия край, преди да премине към следващия слой.
- Линейно изпреварване/ Linear advance: И накрая, линейното изпреварване е функция на фърмуера, която, подобно на движението по инерция, се настройва за прогнозираното налягане в горещия край. Тази функция всъщност не предотвратява натиска, но използва натиска заедно със зададена стойност на компресия (K), за да поддържа екструзията постоянна със скоростта на печат.
Настройки на слайсера

Случайно подреждането на Z шева не предотвратява проблема, а го разпространява (Източник: b3p4u чрез Reddit )
Ако сте като много потребители и не искате да преминете през навременния и труден процес на избягване на натиска в горещия край или вече сте променили настройките, но все още имате видим Z шев, тогава скриването на шева може да е по-добро решение за вас. Най-лесният начин да скриете или намалите ефекта на Z шев е като използвате настройките на слайсера; ще разгледаме някои от най-важните и подходящи налични в UltiMaker Cura .
Z Подравняване на шевовете/ Z Seam Alignment
Тези опции за настройки контролират как ще бъдат подравнени неизбежните неравности на Z шевовете. Налични са четири опции:
- Посочен от потребителя/ User Specified/ ви позволява ръчно да контролирате къде ще бъде разположен Z шевът. Когато е избрано, ще имате възможност да избирате от някои предварително зададени опции (напр. „Отзад вдясно“) или да зададете координати по оста X и Y. Може също да помогне да активирате опцията „Относителен Z шев“, за да направите координатите за ръчно въвеждане относителни към центъра на детайла.
- Най-кратък /Shortest/ задава началната точка най-близо до дюзата, когато завърши предишния слой. Както може да очаквате, тази опция дава права линия от неравности, така че ако искате да прикриете Z шева, това не е настройката, която да изберете!
- Случаен /Random/ , както подсказва името, задава началните точки на всеки слой на произволно място. Въпреки че опцията „Произволно“ предотвратява праволинеен Z шев, тя все пак може да доведе до видими петна, само в различни точки.
- Най- остър ъгъл /Sharpest Corner/ избира най-острия ъгъл за поставяне на Z шев. Ъглите са чудесни за скриване на Z шева, защото шевът почти се слива с върха.
Предпочитание за ъгъл на шев /Seam Corner Preference/
Поставянето на шева в ъглите ще бъде много по-малко видимо (Източник: Prusa Research )
Тези опции контролират как се избира ъгъл, ако трябва да бъде избран за начална точка на слой. Тази настройка също така съдържа няколко опции:
- Нито един /None/ казва на вашия слайсер да не прави специални предпочитания, когато избира началната точка на даден слой. (Не се притеснявайте, ако използвате настройката „Най-остър ъгъл“ за „Подравняване на Z шев“, най-острия ъгъл все още ще бъде избран като начална точка.)
- Скриване на шев /Hide Seam/ поставя шева върху вътрешните ъгли на вашия модел. Със шева в най-вътрешните ъгли на черупката на модела теоретично трябва да е много по-малко видим.
- Разкриване на шева /Expose Seam/ е точно обратното на предишния и поставя шева върху най-външните ъгли. Това звучи като да изглежда по-видимо, но може да е за предпочитане в зависимост от модела.
- Скриване или показване на шев /Hide or Expose Seam/ казва на вашия принтер да използва или най-вътрешния, или най-външния ъгъл като начална точка.
- Интелигентното скриване /Smart Hiding / е подобно на предишното, но се опитва да избере най-вътрешните ъгли, доколкото е практически възможно, но все пак позволява да бъде избран най-външният ъгъл.
Спирализирайте външния контур/ Spiralize Outer Contour
Намираща се под „Специални режими“, тази следваща настройка е известна като вазов режим и изглажда скока по Z-ос, като прави скока постепенен и никога не спира движението на дюзата до края на печата. Резултатът е по-бърз печат за еднослойни обекти и значително по-малко видим Z шев. Тази настройка има една поднастройка:
- Плавни спирализирани контури/ Smooth Spiralized Contours е налично само когато е активирано „Spiralize Outer Contour“. Той прави движението за печат в режим ваза плавно, за да ограничи още повече ефекта на Z шев.
0 Comments