Cura разполага с множество настройки , които се фокусират конкретно върху определени области от вашия 3D печат. Те включват, но не се ограничават до настройки за скорост, поддръжка и поток. С тези настройки можете да настроите вашия слайсер , за да получите възможно най-добрия краен печат.
В стремежа към страхотен печат, добре поставеният първи слой е ключов, тъй като драстично намалява шансовете за грешки в следващите слоеве. Ако имате проблеми с първия слой , е повече от вероятно те да засегнат останалата част от печата.
В тази статия ще разгледаме настройките на Cura за първоначалния слой. Ще разгледаме основите на първия слой и ще ви дадем някои препоръки относно стойностите, с които да започнете за всяка от първоначалните настройки на слоя. Да започваме!
UltiMaker Cura: Пълен с функции
Първоначалният слой в 3D печат формира основата на целия ви модел и помага да се гарантира, че моделът остава здраво заземен към леглото на принтера. Основната функция на първия слой е правилното прилепване към строителната/изграждащата/ повърхност . Ако първият слой на модела ви не залепва правилно за леглото, останалата част от отпечатъка вероятно няма да стане много добре.
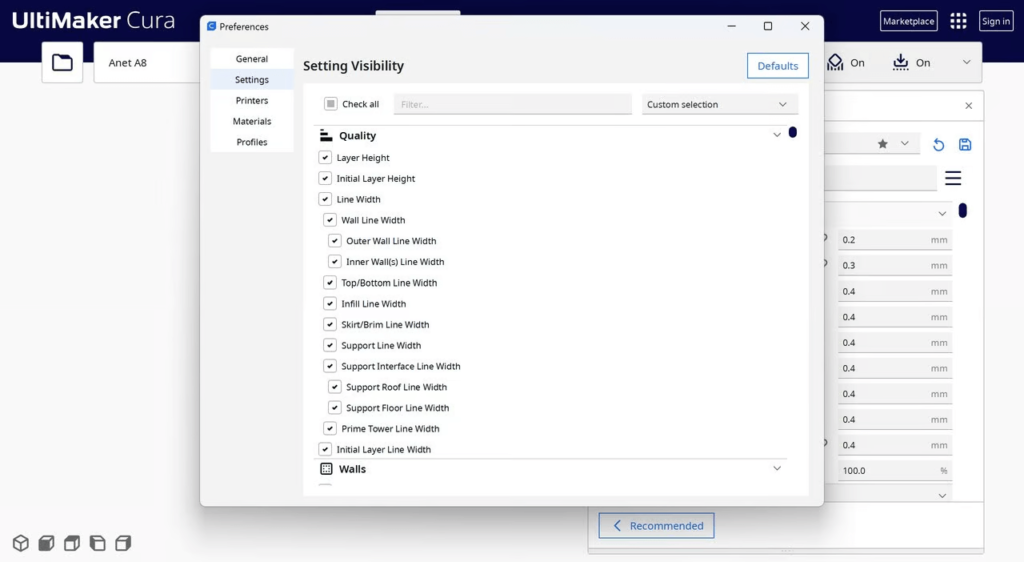
UltiMaker Cura има повече от 50 различни настройки, които се отнасят до първоначалния слой, контролирайки адхезията на строителната плоча, опорите и скоростта на вентилатора, чак до дебелината на отделните линии на стената. Всяка настройка ще има различна оптимална стойност в зависимост от модела и материала на 3D принтера.
Например, 3D принтер с месингова дюза и без отопляема основа ще се нуждае от по-бавни скорости на печат и по-малко охлаждане в сравнение с такъв, оборудван с дюза DiamondBack и отопляема основа. Също така е важно да се отбележи, че тези настройки трябва да се използват заедно с други, за да се осигури яснота на първия слой, като например избор на правилните температури .
Височина и ширина
Тези две настройки контролират “смачкането” на първоначалния слой. И двете настройки са еднакво важни, когато става въпрос за получаване на добър първи слой.
Височината на първоначалния слой определя колко добре ще се придържа към леглото. По-ниска стойност може да доведе до смачкване на слоя, защото няма да бъде достатъчно здрав за последващото тегло на останалата част от отпечатъка, причинявайки това, което е известно като слонски крак . Това може също да доведе до запушване на дюзата, ако леглото не е нивелирано правилно.
Наличието на малко по-висока стойност от останалата част от отпечатъка ще осигури по-добра адхезия и ще спомогне за поддържане на планираните размери на отпечатъка. По-високата начална височина на слоя също така гарантира, че всички неравности в нивелирането на леглото са изравнени.
Първоначалната ширина на слоя също е важна, защото контролира колко материал ще изтече от дюзата за първия слой. По-голямата начална ширина на слоя означава, че повече материал ще изтича от дюзата, което помага да се гарантира, че материалът се залепва равномерно към леглото. Като такива, всички начални линии на слоя трябва да се придържат една към друга много добре.
ПРОТИВОДЕЙСТВИЕ НА СЛОНСКИЯ КРАК
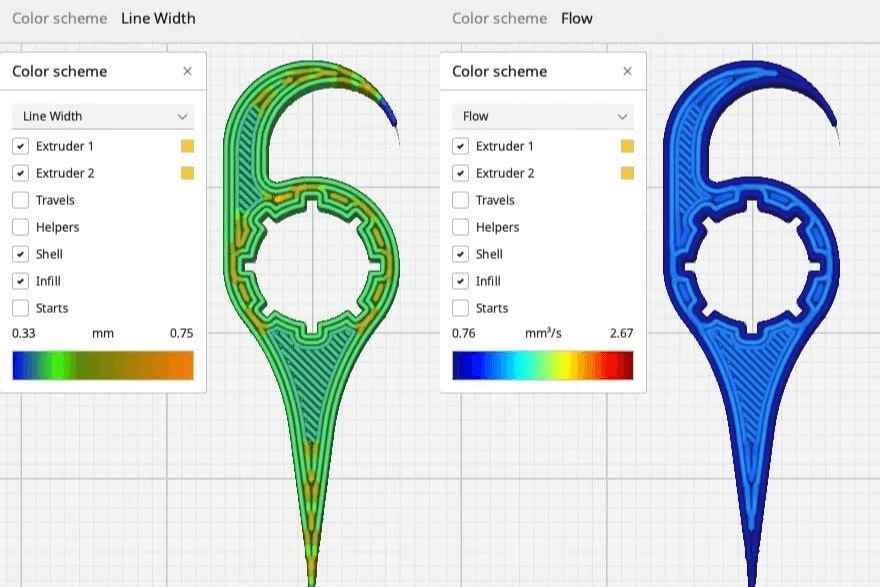
Наскоро UltiMaker Cura добави нови функции, за да помогне в борбата с вълнуващия, унищожаващ печат “слонски крак”. Чрез намаляване на стойностите на настройките П Initial Layer Outer Wall Flow, Initial Layer Inner Wall Flow и Initial Layer Bottom Flow, издутината на крака на слона може да бъде смекчена.
РЕЗЮМЕ
- Първоначална височина на слоя: За височина на слоя от 0,2 mm можете да го запазите на 0,24 mm или 0,28 mm.
- Първоначална ширина на слоя: За височина на слоя от 0,2 mm на дюза от 0,4 mm, задайте тази стойност на 100% за ширина от 0,3 mm и височина от 0,2 mm. Това е настройката за „чернова“ по подразбиране за FDM 3D принтери .
Скорост
За да започнете, скоростта , с която се отпечатва слоят, трябва да позволи на екструдирания материал да се охлади правилно, като същевременно му даде достатъчно време да се разпространи върху строителната повърхност. Материалът трябва да бъде положен равномерно и да залепне правилно към леглото. Ако скоростта е зададена твърде висока, и двете неща са изложени на риск – може също да изпитате недостатъчно екструдиране .
Скоростта на движение на дюзата през това време също има значение. Ако във вашия модел има различни секции и дюзата трябва да се движи много за първоначалния слой, това помага да се поддържа ниска скоростта на движение. Това помага да запазите първия слой гладък, тъй като няма да има внезапни трепвания. В противен случай ръбовете на някои от секциите може лесно да се отделят от леглото.
РЕЗЮМЕ
- Първоначална скорост на слоя: Тя трябва да бъде между 20-30 mm/s.
- Скорост на движение на началния слой: 80-100 mm/s за началния слой постига перфектния баланс между скорост и качество.
Температура
Правилната температура за първоначалния слой е от решаващо значение за неговия успех. Тези настройки се фокусират върху дюзата и леглото. Нека ги разгледаме един по един.
Първоначалната температура на слоя е важна, защото контролира колко добре пластмасата ще изтече от дюзата. По-високата температура на дюзата означава, че нишката ще се стопи достатъчно (намаленият вискозитет й позволява да тече по-добре). От друга страна, по-ниска температура може да доведе до недостатъчно екструдиране на първия слой. Така че малко по-високата температура гарантира, че материалът тече гладко и равномерно за първия слой.
Първоначалната температура на слоя контролира температурата на слоя за първите няколко слоя. PLA не се нуждае от отопляем слой, защото не реагира много на температурните разлики. ABS и PETG обаче изискват отопляемо легло.
По-високата температура на леглото за първоначалния слой създава по-топла среда, така че материалът да не изпитва термичен шок. Това може да подобри качеството на първия слой и също така да избегне всякакви проблеми с изкривяването или къдренето .
РЕЗЮМЕ
- Температура на печат Първоначален слой: Най-добре е да зададете тази температура с 10-15 °C по-висока от останалата част от вашия печат.
- Първоначален слой на температурата на строителната плоча: В зависимост от материала и ограниченията на вашия принтер можете да поддържате тази стойност между 60 °C и 110 °C.
Вентилатори и шарки на слоя
Когато поставяте първия слой, трябва да се уверите, че е изстинал правилно. Знаем, че по-високата температура на печат помага за получаване на равномерен поток от материал. Но ако внезапно охладим тази пластмаса с вентилатор , това може да доведе до неравномерно охлаждане на материала. То води до това, че някои части от първия слой са горещи, а други – хладни. Така че, за да сте сигурни, че първият слой има достатъчно време да се охлади и да лежи правилно, трябва да оставите вентилаторите изключени за първоначалния слой.
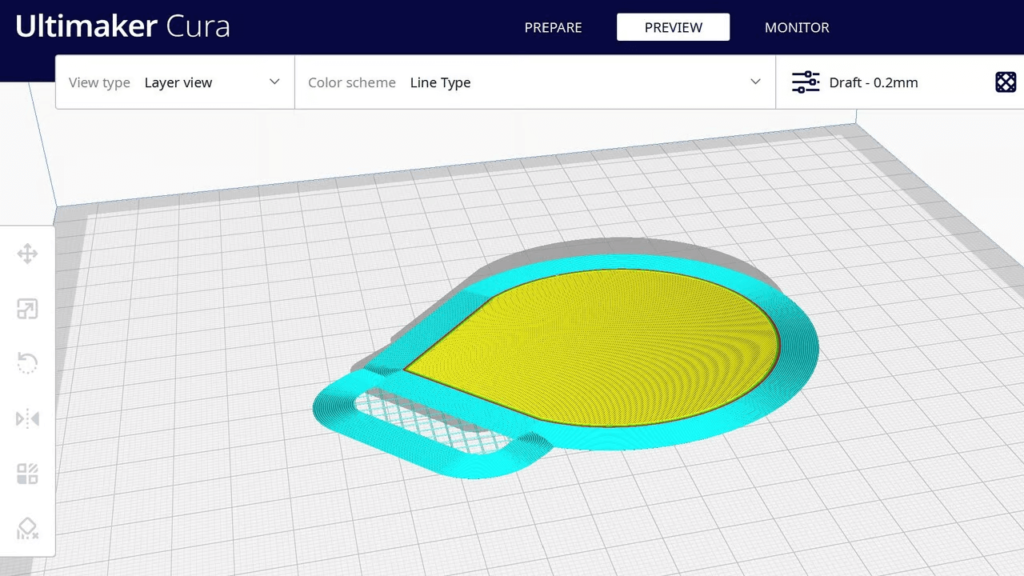
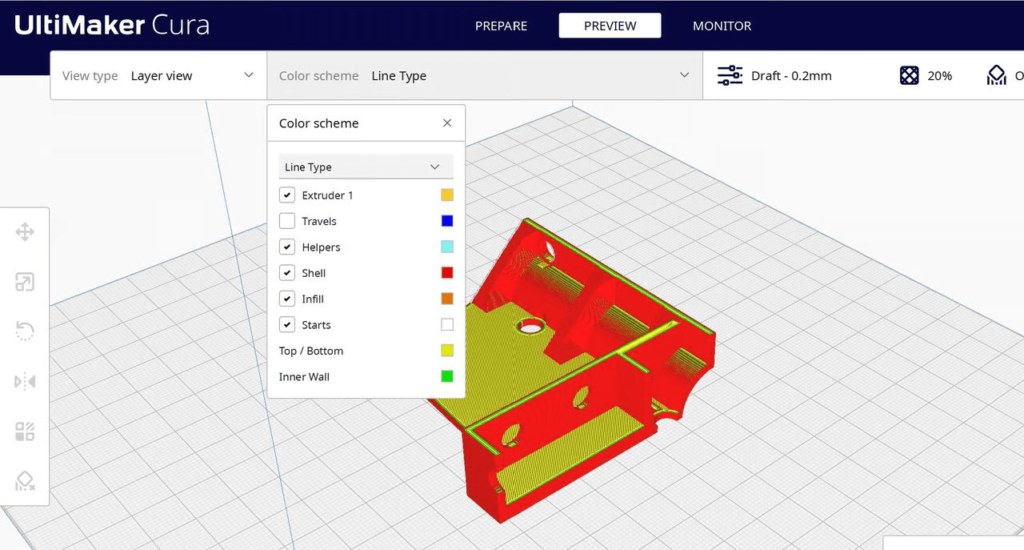
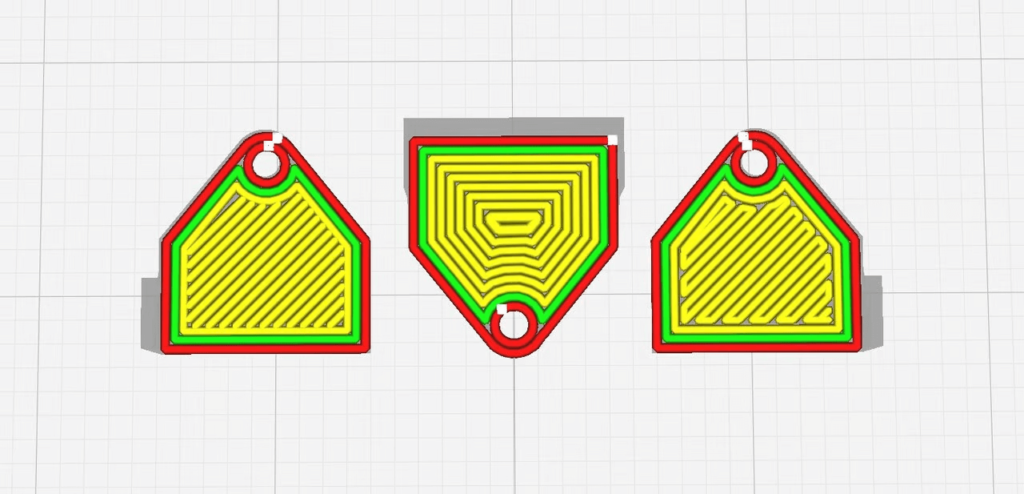
Cura също така предоставя опция за промяна на модела на първоначалния слой. Можете да избирате между линейни, концентрични или зигзагообразни шарки. Тази настройка променя ориентацията на линиите на нишките на първия слой, което може да има малък ефект върху здравината на частта и да промени външния вид на долната повърхност на 3D отпечатъка.
РЕЗЮМЕ
- Първоначална скорост на вентилатора: Задайте това на 0% за първоначалния слой, за да увеличите максимално адхезията на строителната плоча.
- Долен шаблон Начален слой: Линии, зиг заг или концентрични; не забравяйте да изберете опцията, която най-добре пасва на вашия 3D печат.
Изграждане на адхезия на плочата
Тези настройки буквално съществуват, за да подобрят адхезията на първия ви слой и всяка от тях работи по различен начин, за да ви помогне да получите добър първи слой:
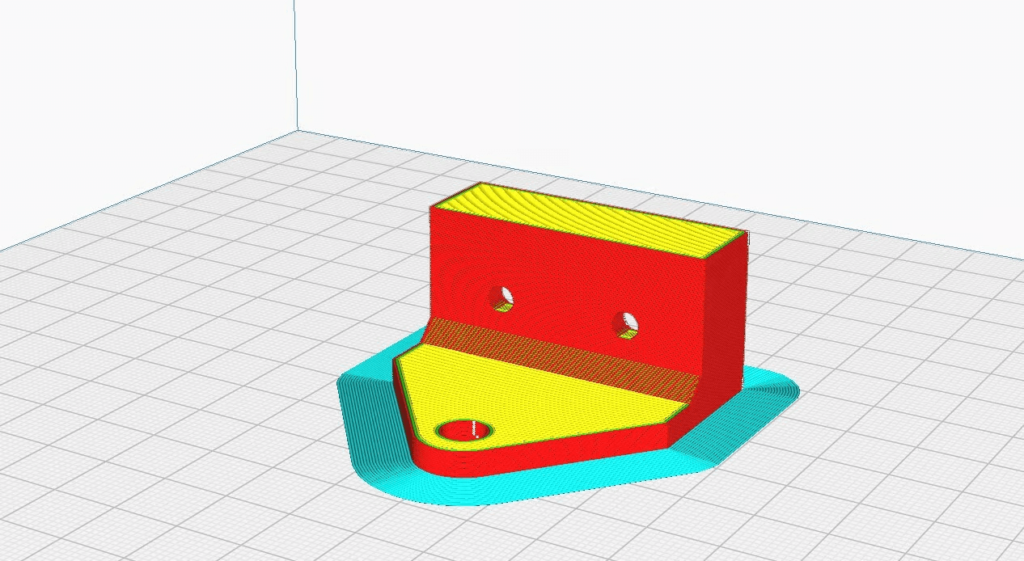
- Skirt е периметър, който дюзата отпечатва, преди да започне действителния модел . Не е свързан с модела, функцията му е да зарежда дюзата. Това помага да се гарантира, че материалът ще тече равномерно за останалата част от печата.
- Brim е подобен на Skirt , но докосва модела. Той ефективно увеличава повърхността на първия слой. Това помага за по-добро залепване на отпечатъците с по-малка повърхност към леглото.
- Raft е по същество слой под вашия модел. Дюзата първо отпечатва Raft , след това моделът се отпечатва върху Raft . Това може да помогне за адхезията на по-малки части. Печатът на Raft обаче отнема много време и може да загуби много материал. С други думи, трябва да го използвате само, ако се налага.
Освен това brims вече могат да бъдат направени от множество материали от най-новото издание на Cura (към момента на писане). Това решава минал проблем, при който един материал ще бъде използван за отпечатване на всички ръбове на 3D печат, което води до прекъсване на връзката на втори материал от ръба му.
Настройки на първия слой за опори
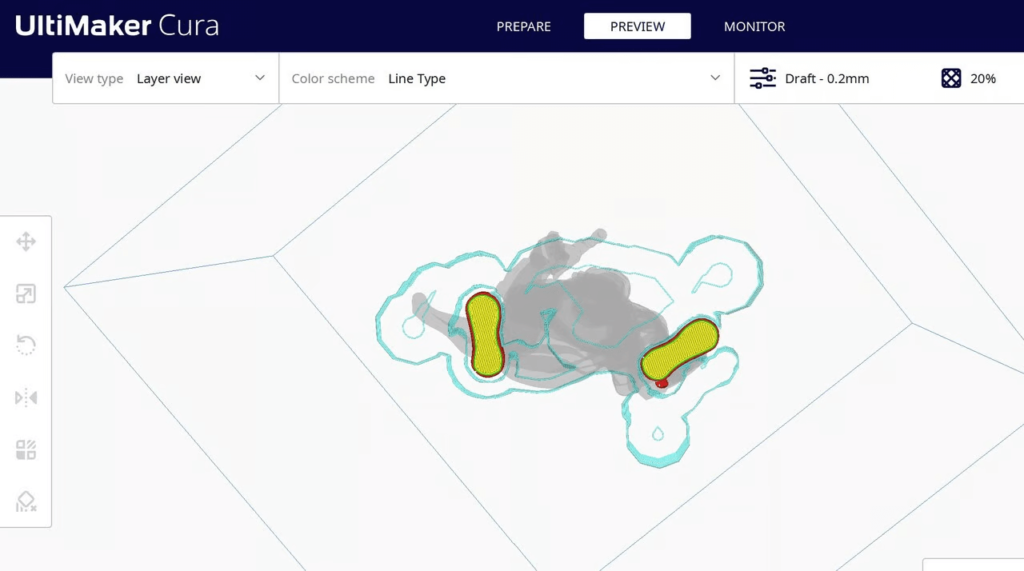
(Източник: Модел от iczfirz в Thingiverse )
С количеството настройки за първия слой на обекта, често е лесно да пренебрегнете няколкото налични опции за първия слой на друга важна отпечатана част: опорите.
UltiMaker Cura предоставя няколко настройки както за стандартни опори , така и за своите изцяло нови дървовидни опори , за да усъвършенства адхезията и качеството на опората. В края на краищата, ако опората се провали, 3D печатът се проваля.
- Minimum Support Floor Area: Тази опция ви позволява да зададете минималната площ на „ствола“ или главния клон на опората на дървото при строителната плоча. По-голямата минимална площ за този основен клон означава повече използване на материал, но и по-здраво дърво като цяло.
- Support Floor Thickness: С тази настройка можете да посочите колко дебел искате да бъде подът под опората на дървото в мм. Задайте на ‘0’, за да имате опора за кухо дърво в основата.
- Enable Support Brim: Поставянето на отметка в това квадратче ще създаде ръб както за стандартни опори, така и за опори за дървета, което увеличава адхезията на опората към леглото. Ширината на този ръб може да бъде зададена чрез измерена ширина или брой линии в настройката Поддържаща ширина на ръба.
0 Comments