
Първите стъпки с 3D печат не трябва да са смущаващи. Вижте нашето кратко ръководство за 3D печат за начинаещи!
Какво се има предвид, когато някой спомене „3D принтиране“? Медиите, особено масовият маркетинг, представят 3D принтирането като магическа технология на бъдещето, способна да възпроизвежда сложни обекти. Но това прави трудно да се определи какво точно е 3D принтирането, технически погледнато. В действителност има много различни технологии за 3D печат , но fused deposition modeling ( FDM ), върху което се фокусира тази статия, е най-често срещаното.
FDM работи с помощта на термопластична нишка , която в основата си е пластмаса, която може да се разтопи, селективно отлага и охлажда. Това се повтаря, слой по слой, докато се формира цял модел.
Тази технология е създадена от хора, които искат бързо да създават прототипи на части. Дори днес бързото производство на прототипи е едно от най-големите предимства на FDM и 3D печата като цяло . Не е изненадващо, че 3D печатът също се превърна в мощно производствено решение .
Преди да продължим с подробностите за това как работи FDM, има още едно нещо, което си струва да споменем. В случай, че вече сте направили проучване на 3D принтирането, може би сте забелязали, че някои източници използват термина „FFF“, което означава „производство на разтопени нишки“, вместо „FDM“. Това е така, защото терминът FDM първоначално е бил търговска марка от Stratasys, а другото съкращение е по-общ термин. Не забравяйте, че това е същата технология, само имената са различни. Днес повечето хора (включително и ние!) използват „FDM“.
Сега, нека наистина да започнем!
Как работи
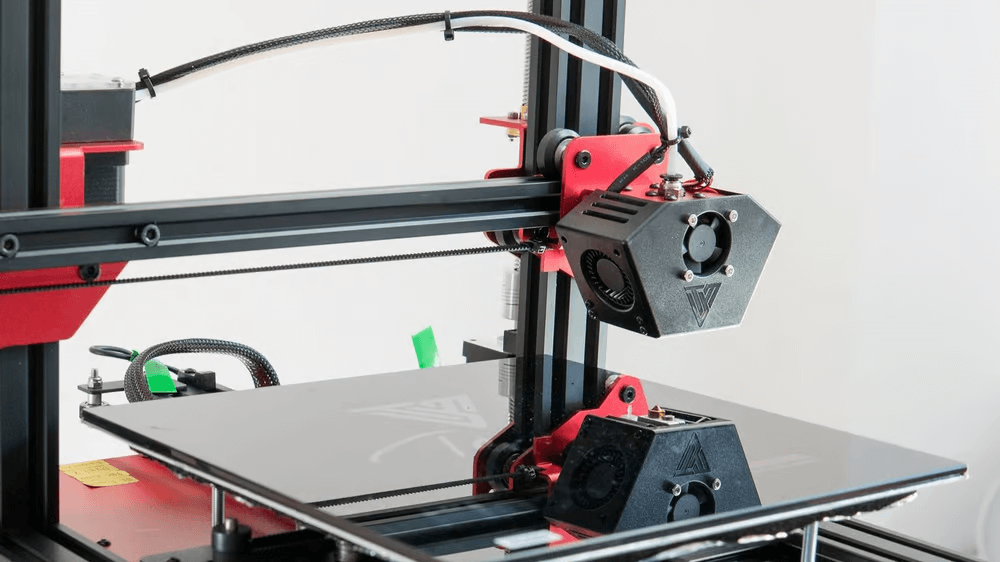
Снимка: All3DP
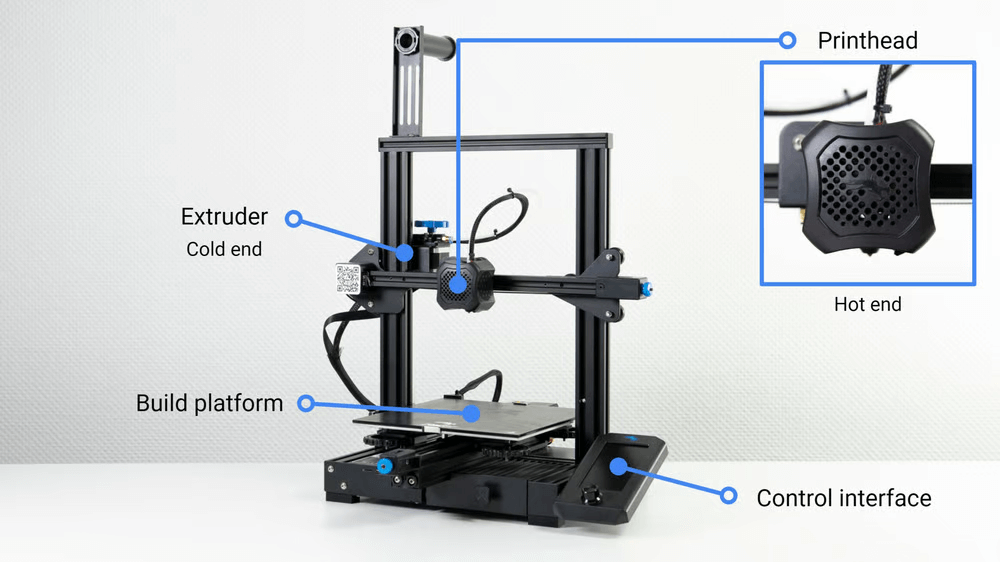
Най-лесният начин да разберете как работи FDM е първо да научите частите на FDM 3D принтера. Преди да говорим за конкретни части обаче, си струва да споменем, че повечето 3D принтери използват три оси : X, Y и Z. Осите X и Y са отговорни за движенията наляво, надясно, напред и назад, докато Z -ос управлява вертикално движение.
Сега нека да разгледаме основните компоненти на 3D принтера:
- Платформа за изграждане: Платформата за изграждане (наричана също легло за печат) е по същество повърхността, върху която се правят частите. Платформите за изграждане обикновено включват отопляеми легла, за да улеснят придържане на частите към тях, но повече за това по-късно.
- Екструдер: Екструдерът е компонентът, който отговаря за издърпването и избутването на нишката през печатащата глава. В зависимост от настройката на екструдера ( директен или Bowden ), екструдерът и печатащата глава понякога се считат за едно и също нещо (т.е. блокът, който се движи по протежение на портала или порталите). Екструдерът се състои от два подкомпонента:
- Студеният край е механичната част, която се състои от двигател, задвижващи зъбни колела и други малки компоненти, които избутват и дърпат нишката. Независимо от конвенциите за именуване, екструдерът винаги се състои поне от студения край.
- Горещият край съдържа нагревател и дюза, където първата нагрява нишката, така че да може да бъде екструдирана от втората. В случай на настройка на Bowden, горещият край никога не се счита за част от екструдера.
- Печатащи глави: Може да има една или повече печатащи глави на един принтер, въпреки че повечето принтери имат само една.
- На печатащата глава, между горещия и студения край, има радиатор и вентилатор, които са задължителни за поддържане на студения край, за да се предотврати засядане.
- В допълнение към вентилатора на радиатора обикновено има поне още един вентилатор за охлаждане на разтопената нишка, след като излезе от горещия край. Това обикновено се нарича вентилатор за охлаждане на части.
- Контролен интерфейс: Някои модерни 3D принтери имат сензорен екран, който се използва за управление на 3D принтера. При по-старите принтери може да присъства обикновен LCD дисплей с физическо превъртане и щракащо колело вместо сензорен интерфейс. В зависимост от модела може също да има слот за SD карта и USB порт.
Как 3D принтер печата
Процесът започва, когато изпратите файл с 3D модел на принтера. Файлът съдържа набор от инструкции за всичко, включително при какви температури да поддържат дюзата и платформата за изграждане, както и как да се движи дюзата и колко нишка да се екструдира.
Когато заданието за печат започне, дюзата се нагрява. Когато дюзата достигне необходимата температура за стопяване на нишката, екструдерът избутва нишката в горещия край. В този момент принтерът е готов да започне 3D отпечатване на детайла. Печатащата глава се спуска и започва да отлага разтопена нишка, като “изстисква” първия слой между дюзата и строителната повърхност. Материалът се охлажда и започва да се втвърдява малко след като излезе от дюзата, благодарение на охлаждащия вентилатор (или вентилатори). След като слоят е завършен, печатащата глава се придвижва нагоре по оста Z с малко количество и процесът се повтаря, докато детайлът бъде завършен.
Придобиване и проектиране на 3D модели
Естествено, ако искате да отпечатате 3D част, трябва да имате 3D модел на тази част. 3D моделите се създават с помощта на софтуер за 3D моделиране , като CAD (computer-aided design)офтуер . Ето няколко примера за популярни програми за 3D моделиране:
- Fusion 360 (безплатно за CAD за некомерсиална употреба)
- SolidWorks (платен CAD)
- Blender
Повечето начинаещи в 3D принтирането обаче нямат уменията, необходими за използване на такъв софтуер. Ако случаят е такъв, не се притеснявайте, защото има и други решения.
За начало има по-прости опции за CAD софтуер, като Tinkercad , програма, която почти всеки може да използва без никакъв предишен опит. Това е онлайн приложение, проектирано от Autodesk, един от водещите създатели на CAD софтуер в индустрията.
Изтегляне на файлове
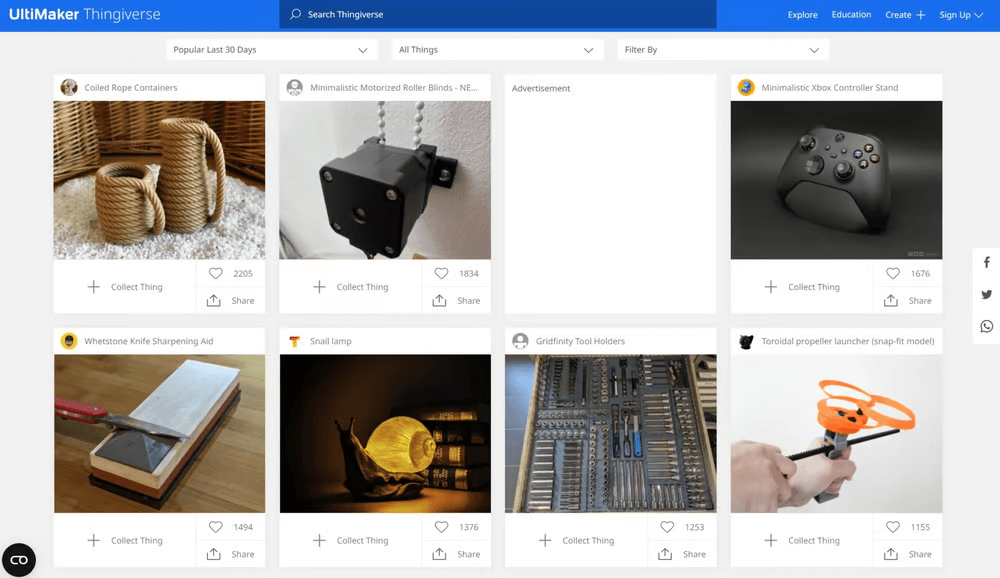
С толкова много хора, които получават достъп до 3D принтери през последните години, множество сайтове се появиха като хранилища за 3D модели . Ето някои от най-популярните:
- Thingiverse (всички безплатни)
- Cults (безплатни и платени)
- Printables (всички безплатни)
- MyMiniFactory (много безплатни и някои платени)
- CGTrader (няколко безплатни и повечето платени)
- … и много други.
По този начин всеки може да се сдобие с модел – не са необходими умения за моделиране!
Подготовка на модели
След като моделът е завършен в софтуера за 3D проектиране, той все още трябва да бъде подготвен с помощта на специален вид софтуер, който превежда модела в скрипта от машинни инструкции, който споменахме по-рано. Това се прави с помощта на софтуер за нарязване, наричан още слайсер . След като импортирате вашия 3D модел в слайсера, можете да коригирате настройките, за да отговарят на вашите изисквания. Можете да използвате слайсера, за да зададете много важни параметри, като скорост и температура на печат, дебелина на стената, процент на запълване, височина на слоя и много други.
Полученият файл се състои от G-код , „езика“ на 3D принтерите и CNC машините. G-кодът е по същество дълъг списък от инструкции, които 3D принтерът ще следва, за да изгради вашия модел. С други думи, 3D принтирането е невъзможно без G-код файлове!
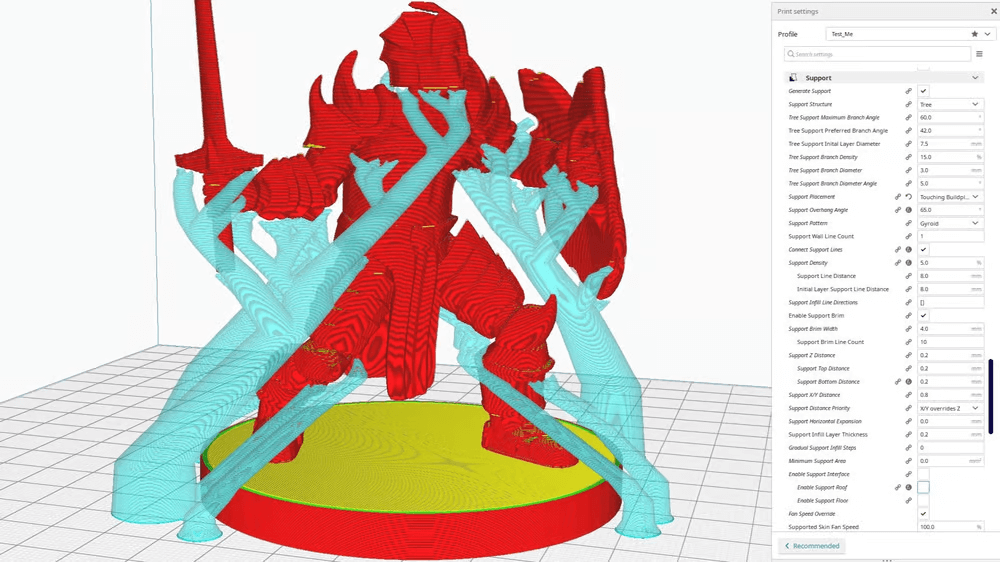
Поддържа
Една от основните функции на слайсера е да анализира вашия модел и да определи дали да генерира или не поддържащ материал. По-конкретно, опори са необходими за части със сериозни надвеси . Слайсерът ви позволява да изберете къде да поставите опори и колко плътни искате да бъдат. Някои слайсери дори предлагат на потребителите възможността да избират различни типове опорни структури , които може да са по-лесни за премахване или по-стабилни.
Когато става въпрос за софтуер за нарязване, има различни опции, от които да избирате.
Запълване
Infill е друга настройка, която има голямо влияние върху вашите 3D разпечатки. Infill се отнася до вътрешния пълнеж в частта и играе важна роля за здравината, теглото и времето за печат на частта. Можете да регулирате запълването си с две настройки във вашия слайсер, а именно модел на запълване и плътност.
Плътността на запълване се отнася до това колко пълна е вътрешността на отпечатъка и се определя като процент. Печат с 0% пълнеж- е кух, докато 100% пълнеж означава, че е напълно плътен. За повечето стандартни разпечатки се препоръчва плътност на пълнежа от 15-50%. Ако трябва да направите частта си по-здрава, опитайте да увеличите пълнежа. Имайте предвид, че по-високата плътност на пълнежа изисква повече материал и по-дълго време за печат.
Можете също да изберете шаблон за запълване за вашия печат. За модели и фигурки figurines, lightning, line, и zig-zag модели в Cura са най-добри, тъй като водят до по-бързо време за печат. Стандартните отпечатъци като саксии и контейнери ще работят най-добре с grid или triangle. И ако печатате нещо, което изисква здравина като скоба за рафт – cubic, gyroid или octet шарки са правилният начин.
Подготовка на принтера
След нарязване на модел трябва да се предприемат няколко стъпки, преди 3D принтерът да е готов за печат:
- Зареждане на нишка: Екструдерът трябва да е готов да екструдира нишка, преди да започне отпечатването. Процесът на зареждане започва чрез нагряване на горещия край до температурата на стопената нишка (обикновено над 175 °C, в зависимост от нишката) и след това зареждане на нишката в нагрятия екструдер. Често принтерът ще има предварително конфигурирани операции, които ще ви помогнат в процеса.
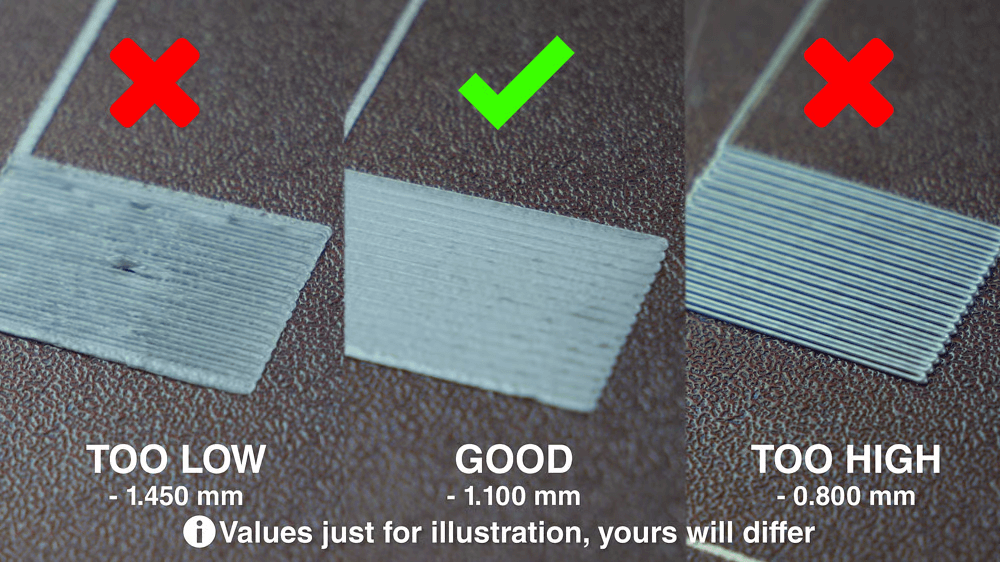
- Нивелиране на леглото: За да може принтерът да постави точно нишката и да изгради обекта, платформата за изграждане трябва да е равна. В зависимост от машината нивелирането може да бъде ръчно или автоматично. Изравняването на леглото е много важно, защото, ако печатащото легло е твърде далеч от дюзата, първият и най-важен слой няма да залепне за леглото, което води до автоматичен провал на печата.
Материали

Както вече споменахме, FDM 3D принтерите използват макари от нишка като материал за създаване на части. Тези нишки са основно специално проектирани термопластични пластмаси, които могат да бъдат разтопени и охладени и все пак да запазят своята структурна цялост.
Филаментите за 3D печат обикновено се предлагат в два различни диаметъра: 1,75 mm и 2,85 mm (или 3 mm). Освен диаметъра, нишките се предлагат и в различни размери на макарата. Бегъл поглед върху пазара разкрива, че най-разпространените размери са 500 g, 750 g, 1 kg, 2 kg и 3 kg.
Една от най-добрите характеристики на FDM 3D принтерите е, че те могат да работят с различни видове нишки. Ето само някои от различните типове нишки, които се използват при FDM 3D печат:
- Най-често ще намерите PLA , ABS и PETG . Те обикновено са по-евтини и сравнително лесни за работа.
- Някои специални видове нишки биха били гъвкави ( TPU , TPE ), найлонови , с пълнеж (с дърво , метал и т.н.) и поликарбонат (PC) .
- Ако вашият принтер може да екструдира множество материали, можете да използвате PVA или HIPS , за да осигурите разтворими опори.
Филаментите за FDM също са сред най-евтините материали, използвани в света на 3D печата.
Последваща обработка
Постобработката е последната стъпка от процеса на 3D печат (въпреки че ние препоръчваме рециклирането ). В зависимост от вашите изисквания може да се наложи да изпълните някои от следните общи стъпки за последваща обработка за FDM 3D отпечатана част:
- Премахване на опори: След отпечатване най-вероятно ще искате да премахнете всички външни опорни материали. Не е необичайно да видите следи, оставени по повърхността на частта.
- Шлайфане: Премахването на петна, като тези, останали от премахването на опорен материал, е мястото, където шлайфането се намесва. Лекото шлайфане на 3D отпечатани части може да направи повърхността по-гладка.
- Боядисване: Често ще печатате в един цвят. За да добавите желани цветове, детайли или защита, можете да боядисате своя модел!
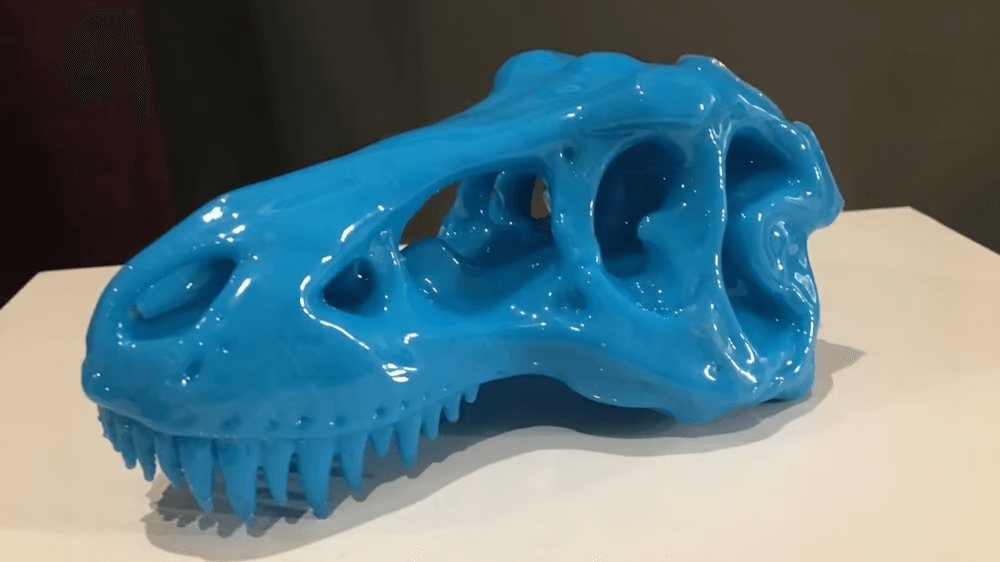
- Полиране или изглаждане: Епоксидното покритие също е един от начините за изглаждане на повърхността на отпечатана част. Някои филаменти, като ABS, работят особено добре със специфични процеси, като парно изглаждане , за постигане на гладко, лъскаво покритие.
- Заваряване или залепване: Когато искате да отпечатате голям 3D модел, който не се побира в обема на изработката на вашия принтер, можете да отпечатате частта на две (или повече) части и да ги залепите по-късно.
Съвети за отстраняване на неизправности
Това са някои от най-често срещаните проблеми, с които начинаещите могат да се сблъскат, когато започват да 3D печатат.
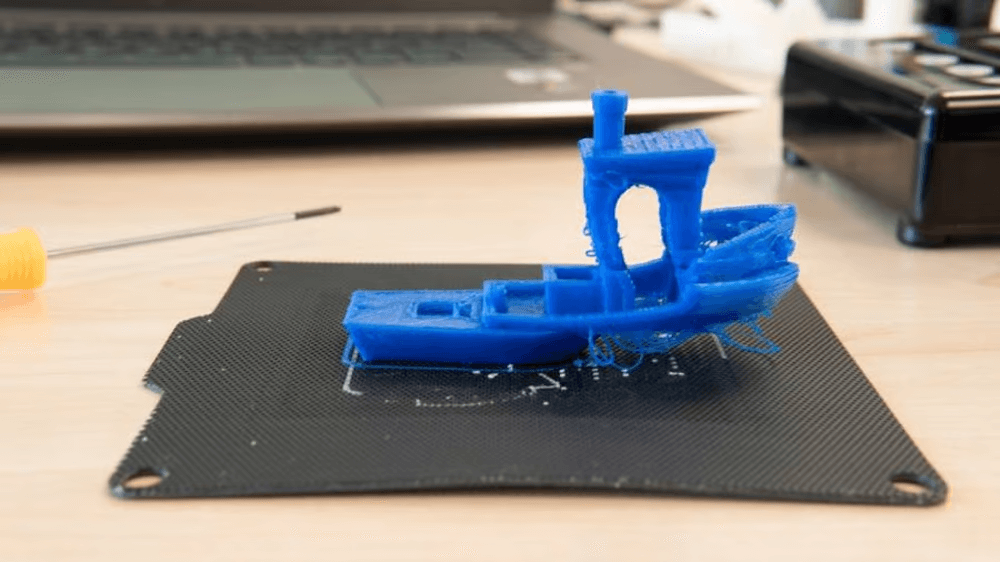
- Изкривяване : Това често се случва, когато отложеният материал се охлади, (леко) се свие и издърпа долните слоеве, което ги кара да се отлепят от строителната плоча.
- Нанизване : Тънките, нежелани косъмчета от нишка във вашия модел могат да бъдат причинени от неправилна настройка, температура или настройки на прибиране . Освен това някои нишки са по-податливи на нанизване.
- Запушване на дюзи : Запушената дюза е един от най-дразнещите проблеми при FDM 3D принтерите. Ако чуете странен звук от печатащата глава и забележите, че нишката не излиза от дюзата (или се екструдира слабо), вероятно имате запушена дюза. Това може да бъде причинено от лошо качество на нишката, лошо регулиране на температурата или тип на нишката, наред с други.
- Изместване на слоя : Това може да бъде причинено от леко колебание по Z-ос или прекомерна скорост на печат.
- Недостатъчно екструдиране : Недостатъчно екструдиране възниква, когато по време на печат не се екструдира достатъчно нишка. Ще разберете, че изпитвате това, когато видите разпечатки с празнини между слоевете.
- Прекомерно екструдиране : Прекомерното екструдиране е обратният проблем: Прекалено много нишка се екструдира. Това води до увиснали слоеве, мехурчета, пъпки и лоши резултати като цяло.
Поддръжка на принтера
3D принтерите, както всяка маши, изискват редовна поддръжка, за да продължат да функционират.
- Почистване на леглото: Винаги е добра идея да избършете печатащото легло след печат. В случай, че са останали по-тежки следи или има лепило върху печатащото легло, не се колебайте да използвате кухненска гъба, сапун и топла вода, за да се отървете от тях. Линийките и шпатулите също могат да бъдат полезни. Ако има такива, не забравяйте да следвате всички инструкции от производителя на принтера.
- Почистване на дюзите: Преди да започнете да печатате, почистете лесно дюзите си с четка или кърпа. Това гарантира, че няма заседнала твърда нишка, която може да причини проблеми при бъдещи разпечатки. Понякога обаче може да се наложи да направите нещо малко по-сериозно. Но това не бива да Ви плаши- ние от 3MG Bonev ще ви помогнем и тогава.
- Събиране на “бездомни” влакна: Повечето принтери „разпръскват“ малко количество влакна, за да подготвят екструдера, преди да започнат върху първия слой, но това оставя нишка от влакна, която се носи в зоната за изграждане. Вземете ги и ги изхвърлете, за да сте сигурни, че платформата винаги е чиста.
Съхранение
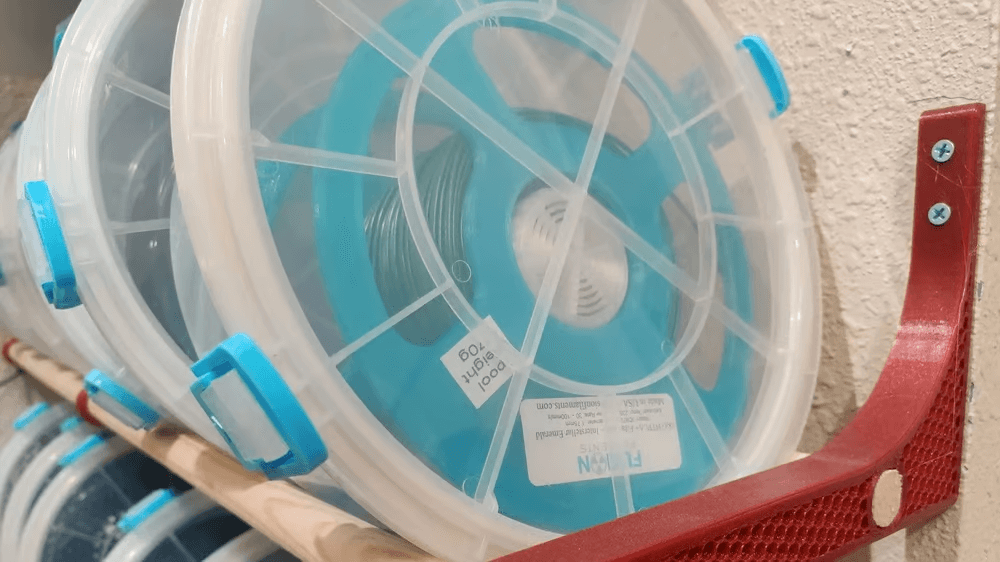
Съхранението на влакна е важен аспект на 3D печата, особено ако имате няколко макари, разположени на открито. Важно е, защото ако макарите се оставят, да речем, на бюро за известно време, прахът и влагата се натрупват, и потенциално могат да развалят свойствата на нишката.
На пазара има много контейнери за нишки, както и вакуумни торбички за нишки. Те предпазват нишките от прах и натрупване на влага.
Понякога се използват и сушилни за нишка . Тези устройства поддържат вашите нишки здрави, като изтеглят всяка абсорбирана влага.
0 Comments