При 3D печат пълнежът играе важна роля за здравината, структурата и теглото на частта. Прочетете, за да научите повече за това.
За разлика от повечето други производствени техники, 3D печатът ви позволява внимателно да контролирате два взаимно изключващи се, но все пак изчерпателни аспекта на дадена част: външни стени (или периметри) и пълнеж. Стените, колкото и да са дебели, образуват най-външните области на частта, докато пълнежът е всичко, което съществува в тях.
Въпреки че имате известен контрол върху стените, пълнежът е много по-динамичен и играе огромна роля за здравината, теглото, структурата, плаваемостта и др. При 3D печатането имате възможността да дефинирате редица параметри, които управляват вида на пълнежа, използван за частите. Тези параметри се задават в програма за нарязване (slicer program), когато 3D модел се превежда в инструкции на G-код .
Най-важният от тези параметри попада в два фундаментални аспекта: плътност на запълването и модел на запълване. В тази статия ще разгледаме основите на тези аспекти, както и някои от най-често срещаните плътности и модели. Но първо, нека да разгледаме „infill“ в няколко различни производствени метода, за да разберем по-добре как работи при 3D печат.
3D принтиране срещу традиционно производство
Запълването при 3D печат е различно от другите, по-традиционни методи на производство. Нека използваме леене под налягане и субтрактивно производство- като примери.
Инжекционното формоване включва вмъкване на материал в матрица, за да се оформи част. Както можете да си представите, поради естеството на този метод, контролирането на вътрешните структури просто не е възможно. В резултат на това шприцованите части са или твърди, или кухи (с газово шприцване), без междинни елементи.
Субтрактивното производство, подобно на обработката с ЦПУ , включва отрязване на материал от по-голямо парче материал. Подобно на леенето под налягане, пълнежът не може да се регулира, така че вътрешността е напълно солидна.
Междувременно 3D печатът включва селективно екструдиране на материал в почти всеки модел. Нека разгледаме по-подробно различните опции за плътност и шарка на пълнежа.
Плътност
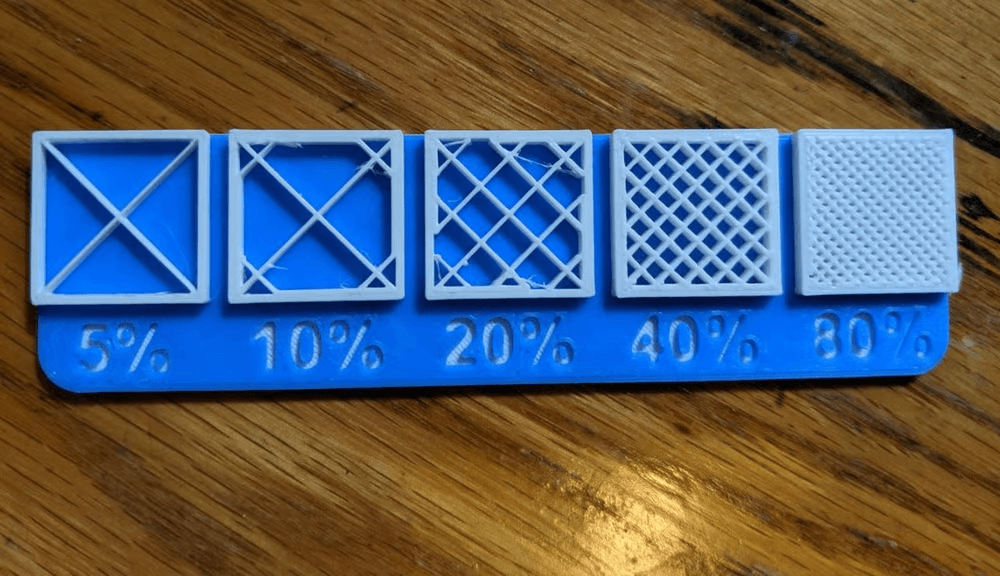
Плътността на пълнежа е „пълнотата“ на вътрешността на детайла. При машините за рязане това обикновено се определя като процент между 0 и 100, като 0% прави частта куха, а 100% – напълно твърда. Както можете да си представите, това значително влияе върху теглото на частта: колкото по-пълна е вътрешността на частта, толкова по-тежка е тя.
Освен теглото, времето за печат, консумацията на материал и плаваемостта също се влияят от плътността на пълнежа. Същото важи и за здравината , макар и в комбинация с много други елементи като материал и височина на слоя .
Някои слайсери също позволяват различна плътност на пълнежа в една и съща част. Това е известно като променлива плътност на пълнежа и специфични настройки в програмата за нарязване ви позволяват да укажете всякакви промени в плътността, които искате за различни области от вашия печат. Ще се върнем към тази тема малко по-късно.
Какъв процент трябва да използвам?
За повечето „стандартни“ разпечатки, които не е необходимо да бъдат супер здрави, предлагаме да използвате плътност на пълнежа от 15-50%. Този процент на плътност поддържа времето за печат ниско, спестява материала и осигурява добра здравина.
Функционалните отпечатъци трябва да са силни. Затова препоръчваме да използвате по-високо пълнене: повече от 50% (не се страхувайте да стигнете до 100%). Настройката е много висока, така че бъдете готови да чакате по-дълго за отпечатване и да консумирате повече нишка. Отплатата ще бъде по-силна и по-тежка част.
За малки модели фигурки , предназначени само за показване, трябва да обмислите използването на плътност на пълнежа от 0-15%. Тази стойност ще доведе до доста бърз печат и няма да изразходва много нишка. Моделите, отпечатани с този диапазон на плътност, ще бъдат леки и не много здрави.
И накрая, всяка плътност на пълнежа трябва да работи за конкретните изделия( примерно- отпечатани в гъвкави материали като TPU). Имайте предвид обаче, че колкото по-висока е плътността на пълнежа, толкова по-малко гъвкава ще бъде частта.
ПРЕПОРЪЧИТЕЛНИ НАСТРОЙКИ
- Стандартни разпечатки: 15-50%
- Функционални отпечатъци: 50-100%
- Щампи на фигурки и модели: 0-15%
- Гъвкави отпечатъци: 1-100%
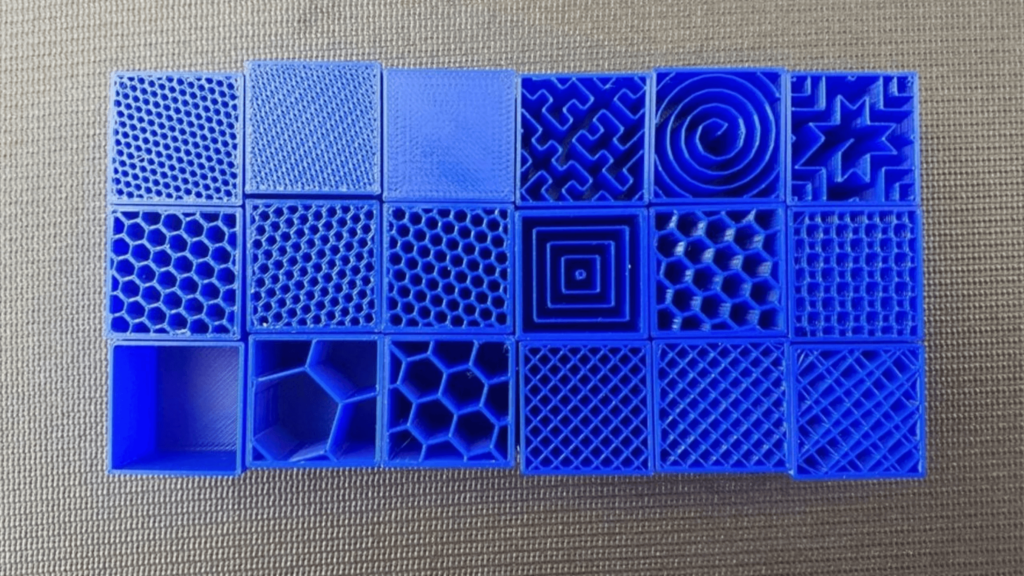
Модел
Моделът на запълване е структурата и формата на материала вътре в детайла. Вариращи от прости линии до по-сложни геометрични форми, моделите на пълнежа могат да повлияят на здравината, теглото, времето за печат и дори гъвкавостта на детайла.
В различните програми за нарязване има много различни модели на запълване. Например Cura (2.2) има избор от 14 различни шаблона за запълване , докато PrusaSlicer (2.5) има 17 , а Simplify3D има 6 .
Подобно на плътността на запълване, някои модели са по-добри от други за определени функции. Различните модели на запълване имат различни атрибути, като сложност, ефективност на материала и броя на равнините на якост на свързване (2D или 3D). Например моделът на жироида ( gyroid ) свързва стените в три измерения, осигурявайки по-голяма обща здравина. В резултат на това този модел заема повече материал в сравнение с модели като линии.
Кой модел да избера?
Уверете се, че сте избрали модел, който отговаря на нуждите на вашата част. Ето преглед на девет често срещани опции:
- Lines: Шаблонът за запълване на линии съдържа линии, отпечатани в една посока (по оста X или Y) на всеки друг слой. Този модел на пълнеж осигурява здравина само в две измерения и е добър за бързи отпечатъци. Моделът на линиите не използва твърде много материал и поддържа теглото доста леко.
- Honeycomb: Както подсказва името, този модел създава структура на пчелна пита, създавайки привлекателна визуализация. Този модел на запълване е добър за полубързи отпечатъци, които изискват умерена здравина, и не трябва да изразходва твърде много материал.
- Grid: Моделът за запълване на решетка изглежда подобен на линиите, но вместо еднопосочни линии на всеки следващ слой, той съдържа двуизмерни линии на всеки слой, с два пъти повече пространство между линиите. Този модел осигурява двуизмерна сила, но все още е донякъде силен. Мрежовият модел изразходва средно количество материал и отнема средно време за завършване.
- Triangles: Моделът на триъгълниците изглежда като припокриващи се триъгълни линии, като линиите вървят в три посоки в XY-равнината. Този модел на запълване осигурява здравина само в две измерения, но все още работи за отпечатъци, които трябва да бъдат здрави.
- Tri-hexagon: Три-шестоъгълният шаблон за запълване съдържа набор от линии, вървящи в три посоки в XY-равнината, създавайки шестоъгълни шарки с триъгълници между тях. Този модел на запълване осигурява здравина в две измерения и е доста приличен за силни отпечатъци.
- Cubic: Този модел създава подредени кубчета, но тъй като те са наклонени на 45 градуса около X- и Y-осите, те изглеждат по-скоро като триъгълници във всеки един момент. Моделът осигурява отлична здравина в три измерения, но отнема малко повече материал и време от другите.
- Octet: Моделът на октетно запълване е подобен на кубичния модел, но вместо увеличаване на наклонени триъгълници, шаблонът се материализира като квадрати. Този шаблон за пълнеж е триизмерен модел, който не само изглежда наистина страхотно, но също така е полезен за части, които изискват здравина.
- Gyroid: Жироидният модел на запълване може би изглежда най-готиният, но също така е и най-странният модел на запълване. Включва вдлъбнати неправилни извивки, които в крайна сметка се пресичат. Има за цел да постигне оптимален баланс между здравина, материал и време за печат.
- Concentric: Концентричният шаблон за запълване е вътрешна структура, съставена от концентрични линии, които съответстват на очертанията на част (т.е. нейните периметри). Този шаблон се отпечатва бързо, добър е за гъвкави части и изразходва значително по-малко материал от повечето шаблони.
ПРЕПОРЪЧИТЕЛНИ НАСТРОЙКИ
- Стандартни щампи: Мрежа или триъгълници
- Функционални отпечатъци: кубичен, жироид или октет
- Щампи на фигурки и модели: Линии
- Гъвкави щампи: Концентрични
Други съображения
Освен шарка и плътност, има две други забележителни категории настройки за запълване: променливи настройки и арт шарки. И двете ви позволяват да бъдете по-креативни с настройките за запълване. По-долу сме изброили описание на всеки.
Променливи настройки
Променливите настройки ви позволяват да регулирате плътността на запълване, докато частта напредва в слоевете. Например, ако искате основата на детайла да има 10% запълване до слой 30 и след това да преминете към 50% запълване, променливите настройки ви позволяват да направите това.
Ето някои ресурси, които да ви покажат как да направите това в Simplify3D, PrusaSlicer и Cura:
- Simplify3D: Променливите настройки за запълване са лесни в Simplify3D. За да научите как да го направите правилно, те предоставят насоки как да промените настройките в различни секции на модела.
- PrusaSlicer: Възможно е да коригирате променливите настройки, но е малко по-сложно. Можете да опитате пълнежа „Адаптивен кубичен“, който автоматично регулира плътността в зависимост от близостта на пълнежа до стената. За повече контрол, опитайте модификаторите .
- Cura: Не е предоставена много информация за този процес, но той включва използване на поддържащи блокери за промяна на плътността на запълване. Можете да научите повече за това как да направите това във форума на UltiMaker и Reddit .
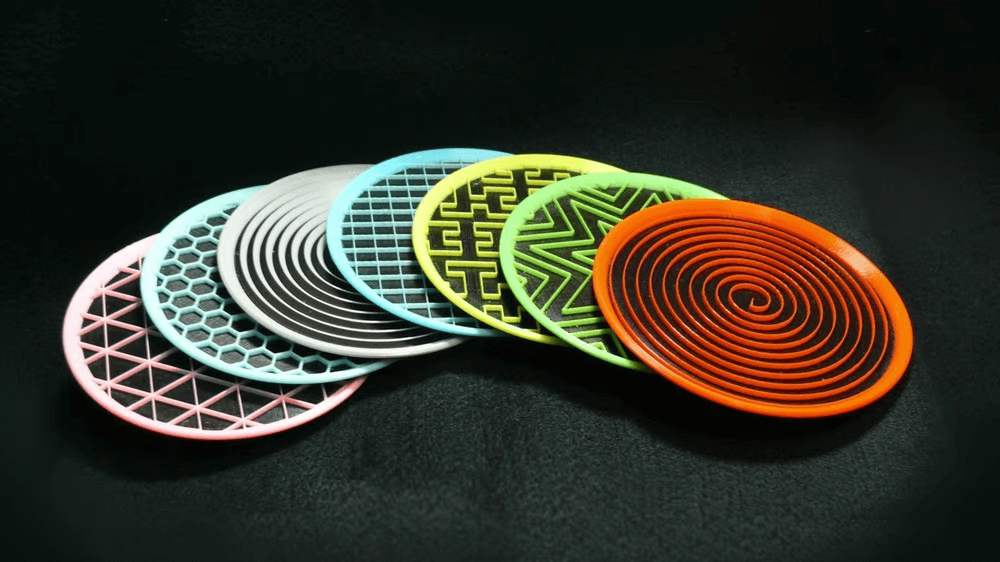
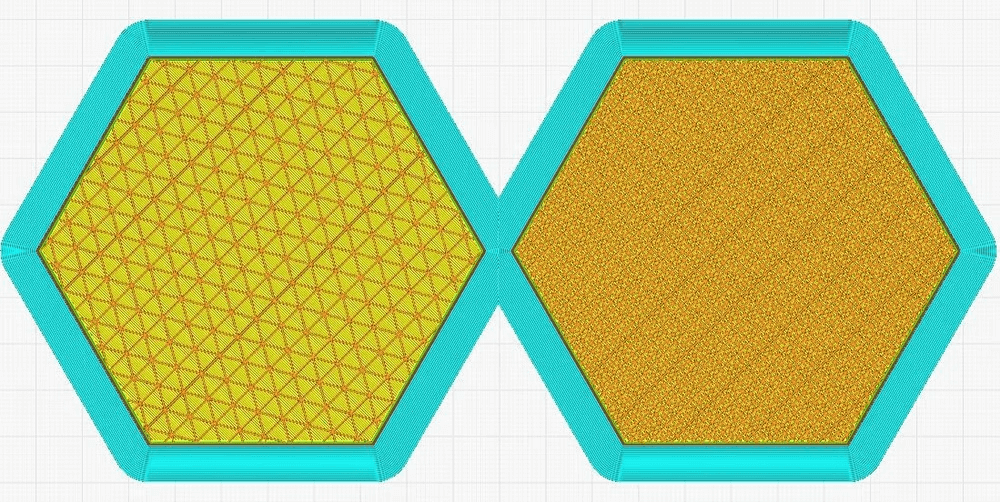
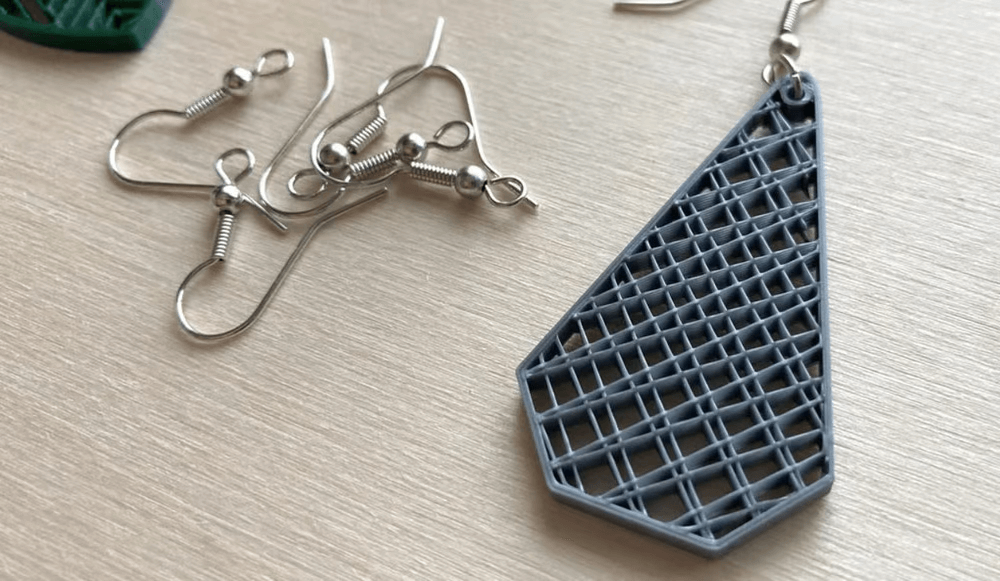
Арт запълване
Запълването за изкуство е начин да превърнете различни модели за запълване в произведения на изкуството. Този процес изглежда страхотно на обеци, висулки и други бижута, и произведения на изкуството.
Можете да накарате този процес да работи, като премахнете горния и долния слой, за да изложите шарките на пълнежа.
0 Comments