
TPU може да бъде труден материал за 3D печат, но използването на правилните температури е част от успешното начало. Прочетете, за да намерите най-добрите температури за печат на TPU!
Докато PLA, PETG и ABS преобладават, когато става въпрос за нишки за 3D печат , всички тези материали са сравнително твърди. Термопластичният полиуретан ( Thermoplastic polyurethane), по-известен като TPU, е популярен материал за 3D печат, известен със своята естествена гъвкавост и еластичност. Като такива, много потребители се обръщат към TPU, когато отпечатват гъвкави или абсорбиращи удари компоненти като гумени крачета, Go-Pro стойки и кабелни връзки.
Въпреки че има много марки TPU филаменти, едно общо нещо между тях е трудността им при печат в сравнение с други печатни материали. Естествената гъвкавост и еластичност на TPU затрудняват екструдера за правилното избутване на нишката през горещия край, без да променя диаметъра му и да причинява задръстване на дюзите. Това обикновено е проблем за принтери, които използват екструдер Bowden , който “предлага” повече място за разтягане на нишката. Следователно, за този материал се предпочита система за директно задвижване.
Докато основното предизвикателство за потребителите, печатащи TPU, обикновено е екструдерът, има и други фактори, които също влияят върху възможностите за печат. Температурата на горещия край е може би най-критичната настройка, контролирана от slicer, за всеки материал, особено TPU, който вече има справедлив дял от проблеми с екструдирането. Температурата на леглото също е много важна, тъй като не искате вашите TPU модели да се деформират върху леглото за печат.
В тази статия ще разгледаме идеалните температурни диапазони на горещия край и леглото за печат на TPU. Те могат да се използват във вашия профил за slicer за създаване на най-добрите отпечатъци. Ще обсъдим също някои лоши признаци, за които трябва да внимавате, когато печатате TPU и как те могат да бъдат свързани с вашите температурни настройки. Да се потопим в тематиката!
Hot End: Идеален обхват
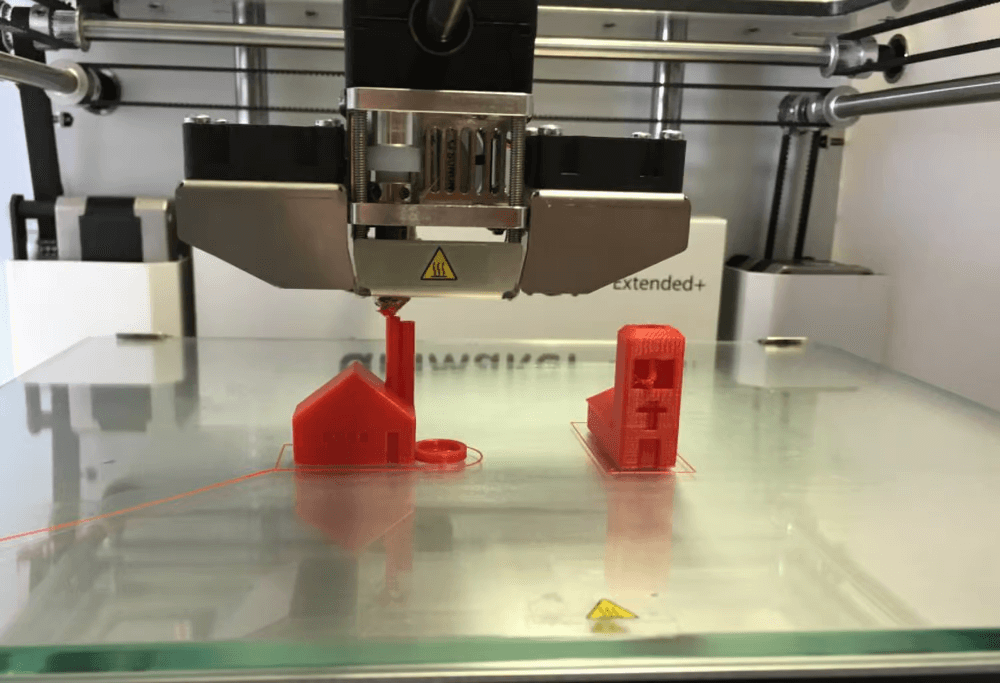
Reza Rahmati чрез 3D Print ‘Em )
Както всеки печатен материал, TPU няма точна температура на горещия край, гарантирана да работи за всяка макара от този материал. Въпреки това, трябва да можете да постигнете висококачествени резултати с повечето TPU филаменти, използвайки гореща температура между 210 и 230 °C.
Точната температура на печат ще зависи от конкретната макара (напр. марка, партида) TPU нишка, която имате. Обикновено по-гъвкавите нишки, като NinjaFlex на NinjaTek , изискват по-високи температури на печат (225-250 °C), отколкото по-малко гъвкавите опции като TPU филамента на Amazon Basic (210-230 °C).
Също така винаги е добра идея да проверявате температурните диапазони, предложени от производителя на вашата конкретна макара с нишки, тъй като те вероятно знаят най-много за специфичната смес от TPU, използвана за създаването на нишката.
Hot End: Лоши знаци
Разбира се, дори ако използвате температура в нашия идеален диапазон, все още можете да срещнете проблеми, свързани с температурата, тъй като материалите за 3D печат обикновено са чувствителни към температурни промени по-големи от 5 °C. Има два основни лоши знака, които могат да покажат дали трябва да повишите температурата си.
Недостатъчно екструдиране
Първият и може би най-често срещаният лош знак, който можете да изпитате, когато печатате с TPU, е недостатъчно екструдиране. Малките празнини в отпечатъка, щракащият шум от екструдера, смилането на нишките и крехките отпечатъци са лоши признаци на недостатъчно екструдиране. Това вероятно е резултат от използването на твърде ниска температура на дюзата, за да се стопи нишката достатъчно бързо и да се осигури подходяща адхезия от слой към слой . Ако случаят е такъв, помислете за повишаване на температурата на горещия край.
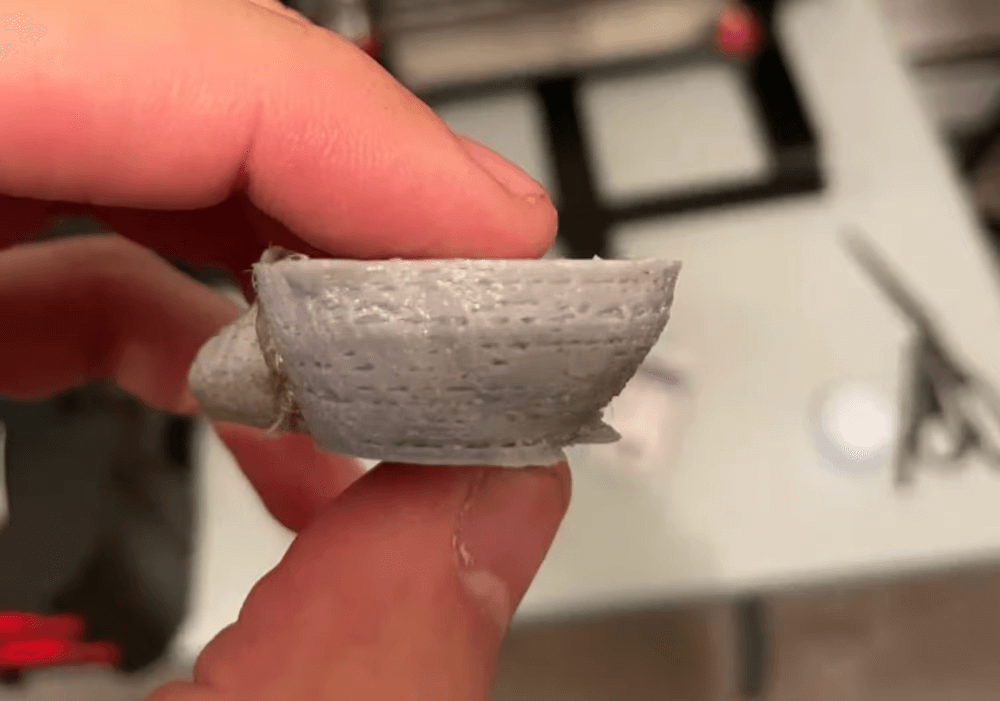
Прекомерно екструдиране
От обратната страна на недостатъчното екструдиране имаме свръхекструдиране , което е излишен материал при печат. Нанизване , петна, пъпки и белези на вашия модел са доста видими признаци на прекомерно екструдиране и твърде висока настройка на температурата. Ако забележите тези проблеми, предлагаме да намалите температурата на горещия край.
Ако някой от тези проблеми оказва влияние върху вашите разпечатки и трябва да коригирате температурата на горещия край, препоръчваме да го правите на стъпки от 5 °C, докато проблемът изчезне. Всяко увеличение, по-голямо от 5 °C, може да бъде свръхкомпенсация и да причини други проблеми.
Отопляемо легло: идеална гама
(Източник: turtlelore2 чрез Reddit )
Докато температурата на горещия край влияе на екструдирането, температурата на нагрятия слой влияе на адхезията и може да се регулира, за да се контролира колко добре моделите, по-специално първият им слой, се придържат към печатната повърхност. Технически, TPU не изисква отопляемо легло, но отпечатването на материала без такова обикновено води до изкривяване, така че е най-добре да имате отопление на леглото. Идеалната температура на леглото за печат на TPU е между 30 и 60 °C- много близо до тази на PLA.
Както обяснихме по-рано, няма универсална температура на горещия край, която важи и за температурата на леглото. Въпреки това, температурата на леглото не е толкова чувствителна, колкото температурата на горещия край и може да не забележите разлика в разпечатките, стига да спазвате минималната температура, за да предотвратите изкривяване.
Основната грижа при намирането на правилната температура на леглото е температурата на околната среда. Ако стаята, в която се намира вашият принтер, е студена, трябва да използвате по-висока температура на леглото. Като алтернатива можете да инвестирате в корпус , който помага за поддържане на температурата на околната среда около принтера и предотвратява нежелани течения.
Отопляемо легло: Лоши признаци
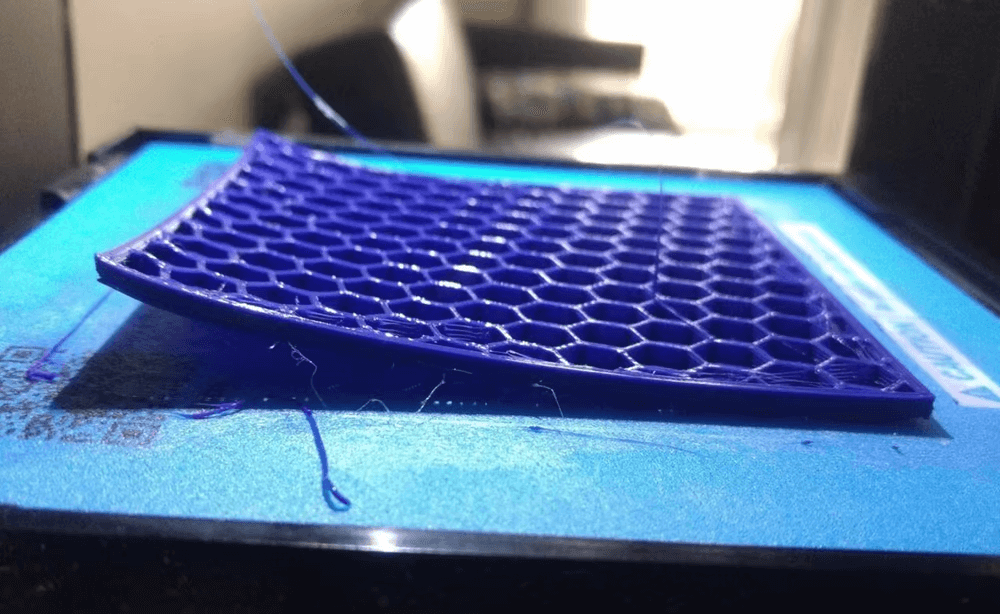
Що се отнася до температурата на леглото, има няколко лоши признака, които можете да откриете и използвате, за да настроите температурата на леглото на вашия принтер за TPU. Най-очевидният индикатор за неправилна температура на леглото е изкривяването, при което областите на отпечатъка, които контактуват с плочата за изграждане, не остават надолу и се повдигат нагоре (обикновено в ъглите на отпечатъците). Можете да предотвратите изкривяване на отпечатъците, като повишите температурата на леглото, за да помогнете на първия слой да се залепи по-сигурно към плочата за изграждане.
Обратното на изкривяването и друг знак, че температурата на леглото трябва да се регулира, е проблем, известен като “слонски крак”. Това е, когато ръбовете на отпечатъка, които докосват плочата за изграждане, се разширяват и стърчат покрай очертанията на модела, което е форма на свръхекструдиране. Както може да очаквате, кракът на слона може да бъде елиминиран чрез понижаване на температурата на леглото ви.
Подобно на температурата на горещия край, ние предлагаме да направите корекции на температурата на леглото на стъпки от 5°C. Това ще гарантира, че няма да коригирате прекалено проблема си и случайно да предизвикате обратния на проблема, който се опитвате да отстраните.
Други фактори
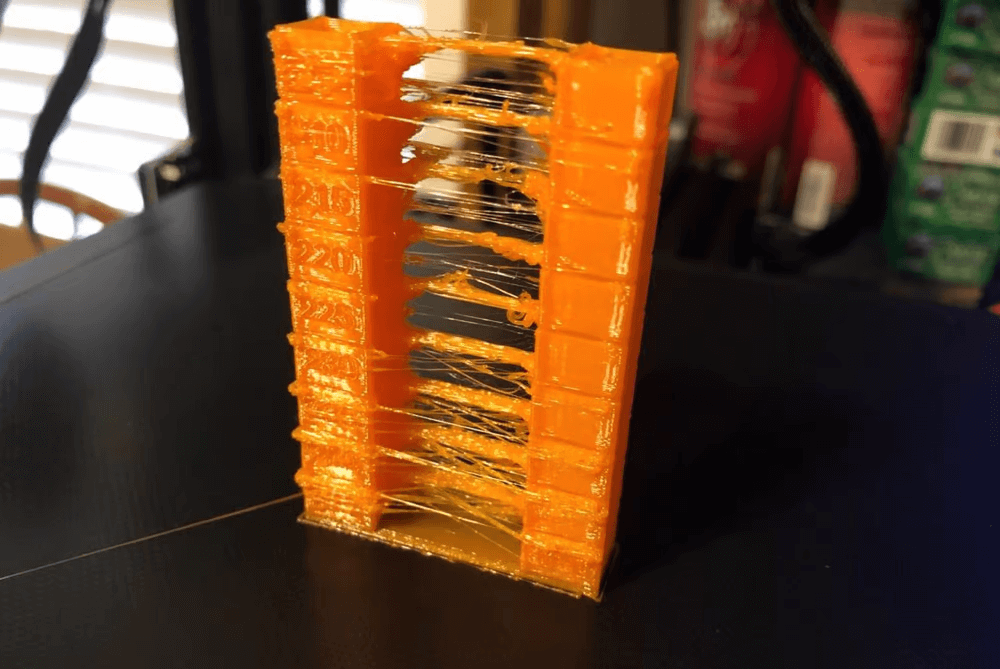
Когато става въпрос за настройка на вашите температури за печат, трябва да използвате тестови разпечатки, тъй като те могат да разкрият много информация за вашите температури. Тестовото отпечатване на температурната кула е бърз начин да прецените качеството на печат на вашата машина при различни температури, без да се налага да отпечатвате модел за всяка температура.
Освен настройките на горещия край и температурата на леглото, важно е да запомните, че при всеки 3D печат има много фактори в играта. Всичко от времето навън и климатика в стаята на вашия принтер до качеството на дюзата, която използвате, и дори скоростта на процесора на вашата дънна платка може да повлияе на качеството на печат.
Дори когато проблемът може да изглежда свързан с температурата, може да не е така. Проблеми като частично запушена дюза , некалибриран екструдер и влажна нишка могат да доведат до нискокачествени отпечатъци, подобни на това, което може да се получи при използване на лоша температура. Не забравяйте да помислите за други решения, ако сте направили значителни температурни промени (напр. използвайки удвоена препоръчителна температура на леглото) и не виждате никакви промени в разпечатките.
0 Comments