Пропуските ( имайте предвид празнините) в 3D отпечатъците са досадни дефекти, които объркват както външния вид, така и как функционират частите. Вижте това ръководство за лесни поправки и как да ги избегнете!
3D печатът е занаят, който изисква много усилия и значителен брой часове, за да бъде овладян. И все пак, няма нищо по-разочароващо от постоянно неуспешните 3D отпечатъци. В крайна сметка всичко, което искаме, е да произвеждаме отпечатъци с отлично качество, които не само изглеждат добре, но и функционират както трябва.
За щастие общността за 3D печат е силна и винаги е готова да помогне. Имаме много ръководства и уроци, за да помогнем както на начинаещи, така и на напредналите. Така че, не бързайте да се отказвайте от вашите 3D отпечатъци!
Пропуските в 3D отпечатъците могат да бъдат трудни за премахване, особено тъй като те могат да бъдат причинени от редица различни фактори. В статията ще разгледаме възможните дефекти, които се появяват като пропуски, техните потенциални причини и как човек може да се справи с тях.
ПРОПУСКИ В ПЪРВИЯ СЛОЙ
Първият слой се счита за най-важен, тъй като осигурява основата за целия модел. Следователно, той може да бъде решаващ фактор между успешен или неуспешен печат. Има няколко аномалии, които могат да доведат до празнина в първия слой и всички те могат да причинят повече проблеми, отколкото просто естетически дефекти.
Нека първо да разгледаме как възникват различни видове пропуски и какво потенциално ги причинява. След това ще преминем през стъпките за справяне с тях.
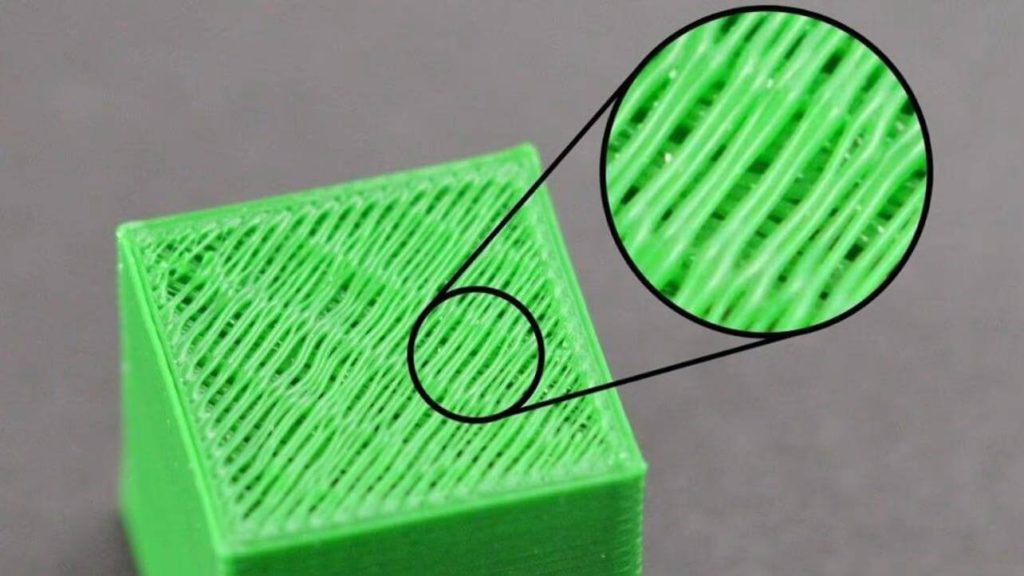
1. Пропуски между редовете
Cwave6k чрез Simplify3D )
ПРОБЛЕМЪТ
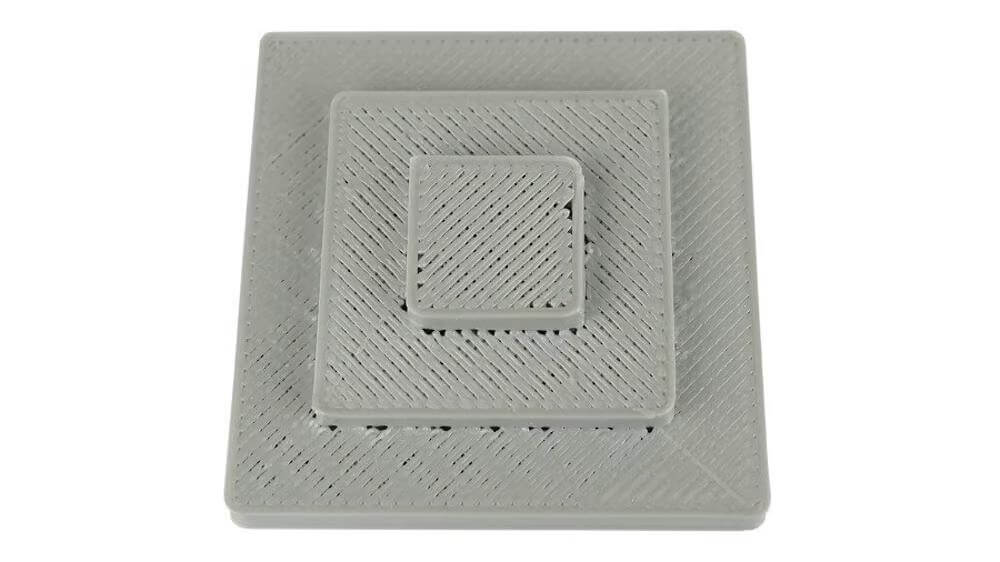
Вашият отпечатък има повтарящи се пролуки между екструзионните линии в първия слой. Изглежда, че линиите са равномерно раздалечени една от друга, създавайки нещо като решетка, а не плътна плоска повърхност в долната част на отпечатъка.
ПОТЕНЦИАЛНИ ПРИЧИНИ
Една от опциите е твърде голямо Z отместване , което регулира физическото разстояние между дюзата и изграждащата плоча. В този случай дюзата изглежда е твърде далеч от леглото, предотвратявайки леко смачкването на линиите на слоя по време на екструдиране, което – с адекватно Z отместване – би запълнило повърхността. Недоекструдирането също може да е причината, тъй като всяка линия няма да се окаже толкова дебела, колкото се очаква.
2. Области с липсващ материал

база знания Prusa )
ПРОБЛЕМЪТ
Има области от първия слой на отпечатъка без материал, въпреки че тази област е обходена от дюзата. Това е най-забележимо, докато първият слой се отпечатва. В зависимост от тежестта му, той потенциално може да навреди на целия отпечатък, тъй като частичната адхезия ще бъде компрометирана.
ПОТЕНЦИАЛНИ ПРИЧИНИ
По същество разликата между дюзата и леглото е твърде малка, което предотвратява екструдирането на какъвто и да е материал. В екстремни случаи дюзата буквално ще изстърже повърхността на конструкцията, което потенциално ще доведе до запушване или дори повреда на хардуера.
Лошо изравнено легло или неадекватно калибриране на Z отместване са най-вероятните причини. Малки неравности или изкривявания в строителната плоча или остатъчни отломки също могат да доведат до малки пропуски в първия слой.
3. Дупкоподобни аномалии
ПРОБЛЕМЪТ
Вашият отпечатък има малки петнисти празнини в първия слой, които изглеждат като дупки или къси линейни сегменти. Те могат да се появят на широки повърхности или на отделни острови. Такива дефекти са лесно откриваеми и засягат естетиката на модела.
ПОТЕНЦИАЛНИ ПРИЧИНИ
Лошата адхезия на леглото може да попречи на екструдиращите линии да се прикрепят към строителната плоча, особено в началото или в самия край на екструдирането на сегмент. Проблеми, свързани с екструдирането (като недостатъчно или прекомерно екструдиране ), също могат да причинят образуването на тези празнини в първия слой.
Решения: Пропуски в първия слой

Повечето от проблемите, споменати по-горе, могат да бъдат решени чрез правилно калибриране на принтера . За пролуките между линиите и областите, в които липсва материал, корекциите на отместване по Z трябва да свършат работа, като не само гарантират целостта на първия слой, но и избягват проблеми с адхезията, които могат да доведат до подобни на дупки аномалии. Прецизното калибриране на екструдиране ще гарантира, че точното количество материал е депозирано и по този начин гарантира добре изграден първи слой.
Уверете се, че винаги имате почистено и изравнено легло. Също така използвайте подходящи техники за адхезия на леглото с материали, особено важи за ABS и Nylon, които показват високо термично разширение.
ПРОПУСКИ МЕЖДУ СЛОЕВЕТЕ
Както всички знаем, 3D принтирането работи чрез добавяне на тънки слоеве материал, един върху друг, докато се създаде триизмерен обект. Всеки слой трябва да бъде адекватно поставен върху предишния за създаване на здрави и добре изглеждащи части.
Повечето пролуки между слоевете се генерират от проблеми с екструдиране на периметъра или лоша адхезия на слоя, както ще видим по-нататък. Все пак има няколко други дефекта, които могат да се считат за пропуски и поради тази причина ние също ще ги разгледаме.
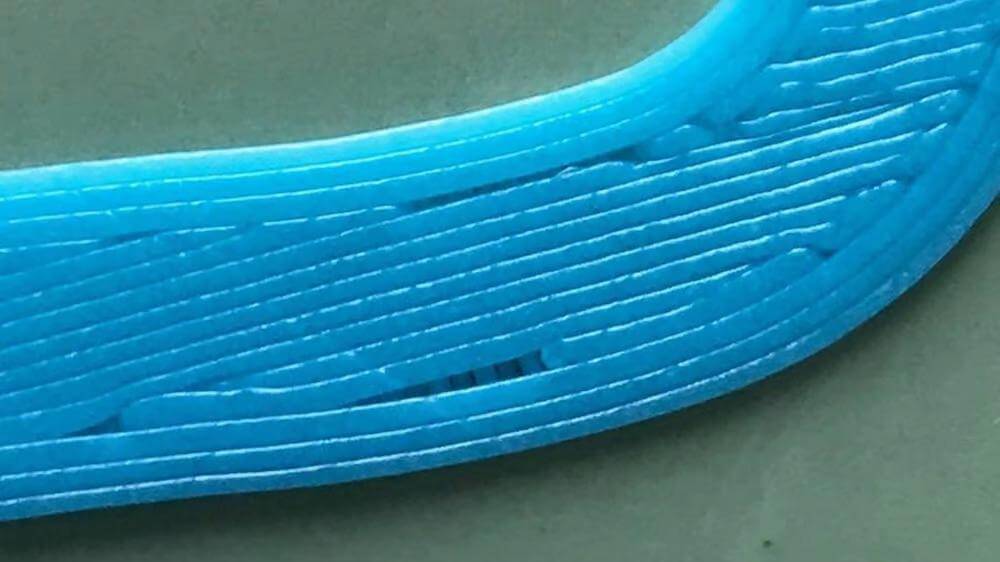
1. Дупки и щрихи

ПРОБЛЕМЪТ
Появяват се дефекти по страничните повърхности на 3D отпечатани модели. Това не са толкова пропуски, колкото малки дупки и неуспешни за печата петна, които водят до лошо покритие на повърхността. Те могат да бъдат или изолирани петна или постоянни петна по повърхностите на детайла.
ПОТЕНЦИАЛНИ ПРИЧИНИ
Основно това са резултат от проблеми с екструдирането, при които пластмасата не се отлага, както би трябвало да бъде. Неподходящите настройки за прибиране също могат да бъдат причина, тъй като може да попречи на началото на екструдиране след движение. Влагата в нишките също може да доведе до малки петна по повърхностите.
2. Разделяне на слоеве

ПРОБЛЕМЪТ
Два или повече слоя са частично разделени или разделени. Това явление е известно още като разслояване и е доста често срещано при други методи за 3D печат освен FDM. В екстремни случаи разделянето на слоевете води до неуспех на целия процес на печат.
ПОТЕНЦИАЛНИ ПРИЧИНИ
Ниската якост на свързване между слоевете обикновено се свързва с ниски температури на дюзите, недостатъчно екструдиране, висока скорост на печат или понякога височина на слоя, които е твърде голям. Материалите с високо топлинно разширение са по-податливи на това, тъй като явлението е подобно на изкривяването.
Решения: Пропуски между слоевете
За дупки и петна, фината настройка на калибрирането на екструдиране на 3D принтера, както и настройките му за прибиране трябва да избягва повечето, ако не и всички проблеми с повърхността. Поддържането на нишките правилно съхранявани и сухи, също трябва да подобри много качеството на печат.
Сега разделянето на слоевете се случва по много причини. Първо, опитайте да регулирате температурата на дюзата и настройките за охлаждане до оптимални стойности. Намаляването на скоростта на печат също трябва да помогне за свързването на слоя, заедно с правилните настройки за екструдиране.
За материали като ABS и полиамид, корпусът на принтера би бил чудесно допълнение, тъй като също така ще избегне изкривяването и агресивното свиване.
ПРОПУСКИ В ГОРНИЯ СЛОЙ
Най-горните слоеве са последните, които се отпечатват, затваряйки модела и неговата частично куха вътрешност. Поради тази причина те са отпечатани напълно плътно – или поне трябва да бъдат. Пропуските върху повърхностите на горния слой са доста често срещан проблем, който има множество причини, както ще видим в този раздел.
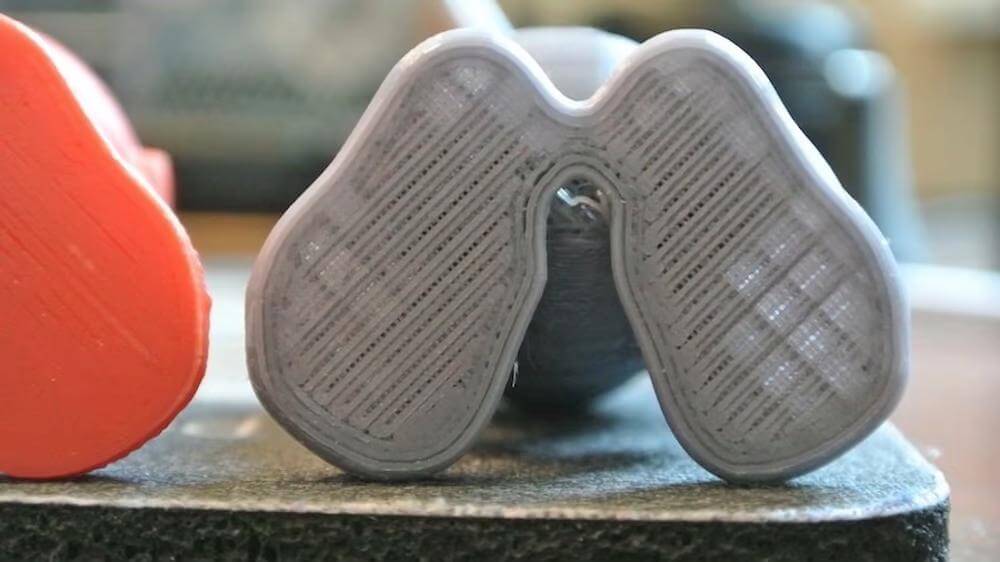
1. Пропуски между редовете
rigid.ink )
ПРОБЛЕМЪТ
Има постоянни празнини между линиите на слоевете, което води до крехки твърди горни слоеве. Този проблем обикновено засяга целия слой като цяло, особено регионите, отпечатани върху пълнежа на частта.
ПОТЕНЦИАЛНИ ПРИЧИНИ
Или не се отлага достатъчно материал, или основата за този слой не е достатъчно здрава. Възможно е също така и двата проблема да са в комбинация. Следователно, недостатъчен брой твърди горни слоеве, недостатъчно екструдиране и твърде рядък пълнеж могат потенциално да доведат до тази ситуация.
1. Пропуски в стените
ПРОБЛЕМЪТ
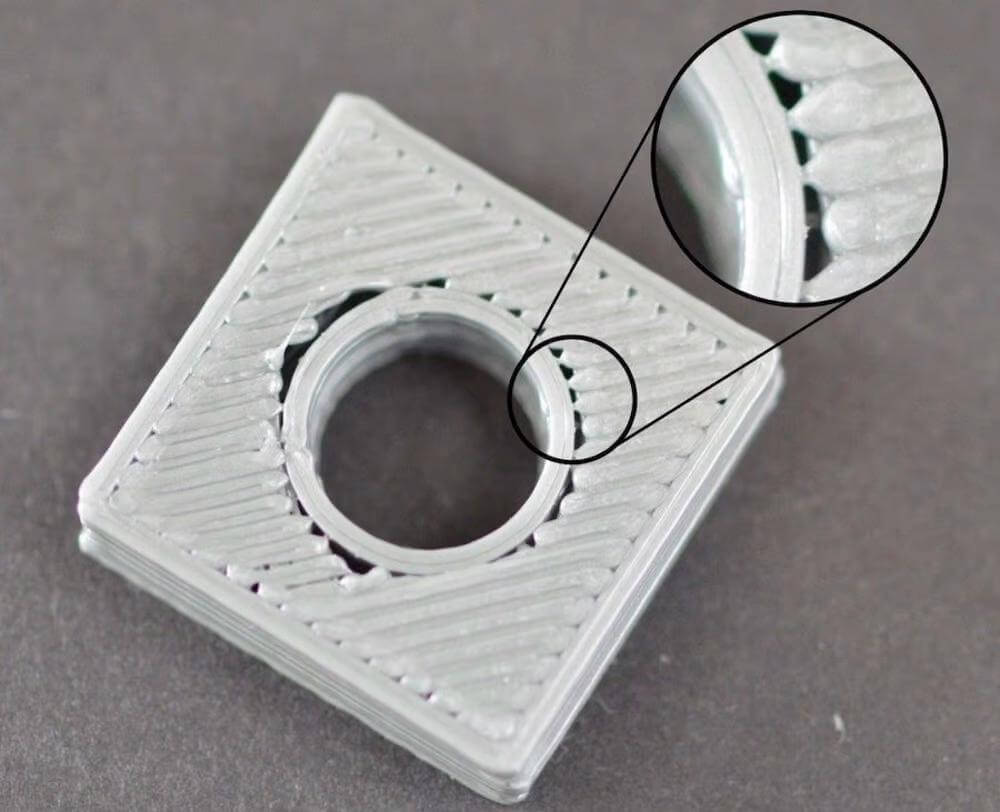
Отпечатъкът има дупки между горния слой и неговия периметър. Това е известно още като разделяне на стените и като се има предвид, че пълнежът е положен в прави линии, е лесно забележим в кръгли елементи като дупки и цилиндри.
ПОТЕНЦИАЛНИ ПРИЧИНИ
Отпечатването на горния слой твърде бързо може да доведе до този проблем, както и недостатъчно екструдиране. В някои случаи предишните слоеве, отпечатани с твърде нисък процент на запълване, също могат да причинят дупки в стената.
Решения: Пропуски в горния слой
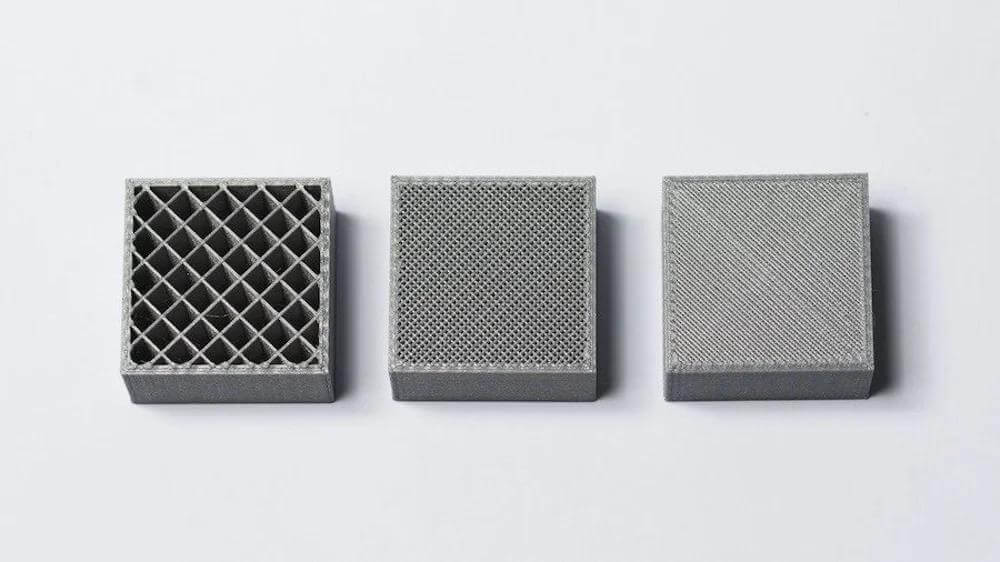
Освен задълбочено калибриране на екструдиране, увеличаването на броя на твърдите горни слоеве или процента на запълване може да елиминира наличието на пролуки между линиите в горните слоеве. За да подобрите основата на горните слоеве, също си струва да изпробвате различни модели на запълване.
Справянето с процепите в стените може да бъде изключително предизвикателство. Някои 3D резачки като Cura и Simplify3D имат специфични настройки за печат, за да коригират този проблем. Добро място за начало би било настройките „Infill Overlap“ (Cura) или „Outline Overlap“ (Simplify3D), като и двете контролират доколко запълването се припокрива с периметрите на контура.
В допълнение, намаляването на скоростта на печат и увеличаването на процента на запълване може потенциално да помогне на линиите на горния слой да се зашиват правилно.
0 Comments