Водоустойчивият 3D печат е по-лесен за постигане, отколкото си мислите. Прочетете за материали, настройка на slicer -а и съвети за последваща обработка!
Водоустойчив или водонепропусклив?

Въпреки че отпечатаните 3D части имат много предимства, те често не са водоустойчиви. Много хора имат погрешни схващания за това какво означава „водоустойчив“, така че нека изясним това веднага. Има водоустойчив и водонепропусклив, и те са много различни.
Водоустойчивост означава, че водата няма да повлияе на частта, докато водонепропускливостта означава, че водата не може нито да влезе, нито да излезе от частта. На практика може да искате отпечатъкът да е водоустойчив, ако е изложен на дъжд или влажен климат. Дали това предотвратява навлизането на вода е без значение.
Например, ако 3D отпечатвате част е от автомобил (да речем, част от броня), няма нужда да я правите водонепроницаема, но трябва да е водоустойчива, за да се уверите, че не се разгражда или деформира при дъжд. Ако отпечатвате бутилка за вода, обаче, тя трябва да е водонепропусклива, за да задържа течността.
В тази статия ще се фокусираме върху това как да хидроизолираме вашите 3D отпечатани парчета. Ще ви покажем няколко различни метода, включително избор на материал, настройки за нарязване, последваща обработка и тестване.
Избор на материал

Някои материали са по-уязвими от химични реакции и деформации, отколкото други, което може да доведе до неводоустойчиви части. Ако даден материал реагира на вода, 3D отпечатъкът от този материал най-вероятно ще се деформира, когато влезе в контакт с вода или се постави във влажна среда. И така, изборът на материали трябва да бъде първото ви внимание.
Само не забравяйте, че това не е единствената стъпка. Въпреки че някои материали могат да бъдат етикетирани като водоустойчиви, направени от тях части може да не са.
Материали
Ако печатате FDM, вероятно ще имате предвид три основни материала: PLA , ABS и PETG . Нека ги разгледаме по-отблизо.
- PLA не е известен като най-водоустойчивия материал, но трябва да работи. По-специално, той трябва да работи добре , стига да взаимодейства със студена, а не с топла вода.
- ABS е отличен материал за водоустойчив печат. Частите могат да се напукат и да се деформират, когато са на студено, но се съобщава, че неговите водоустойчиви свойства иначе продължават продължително време .
- PETG , модификация на PET, която се използва в бутилки за вода, е чудесен материал за правене на водоустойчиви отпечатъци. PETG обикновено се счита за водоустойчив и освен това има отлична термична устойчивост. Този материал е може би най-добрият ви залог за отпечатване на водоустойчиви части, стига да изпълнявате и други хидроизолационни техники.
Безопасност на храните
Ако планирате да използвате 3D отпечатана част за нещо, което ще влезе в контакт с храна или напитка, трябва да използвате безопасен за храни материал като PP или PETG, а не ABS или ASA . Преди да отпечатате, уверете се, че производителят на конкретната нишка заявява, че е безопасен за храните.
Топлоустойчивост
Топлоустойчивостта няма нищо общо с частта, която е водоустойчива, но в зависимост от предвиденото приложение може да е от значение. Например частите, съдомиялна машина, са подложени на екстремни температури и много вода, така че изборът на материал е особено важен. Не забравяйте да изберете топлоустойчив материал, който също е водоустойчив (ABS или PETG например).
Настройки на Slicer
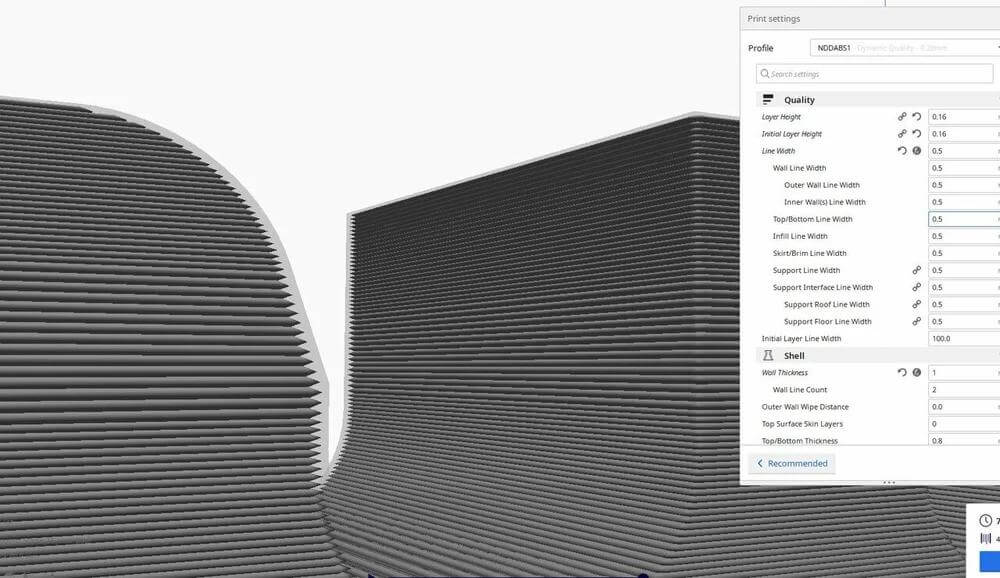
Един от най-важните фактори за 3D отпечатъците е начинът, по който се нарязват и с какви настройки. Освен всичко друго, настройките определят колко стегната, плътна и защитена е 3D отпечатана част, което от своя страна може да повлияе на това колко водоустойчива ще бъде тя.
Само имайте предвид, че макар настройките за нарязване да играят голяма роля за превръщането на 3D печат във водоустойчив, някои модели са по-трудни за водоустойчивост от други. Сложните модели с много детайли са по-трудни за хидроизолация, така че не забравяйте да направите модела си възможно най-опростен.
Екструзия
Преднамерено преекструдирането на вашите отпечатъци може да направи частите по-водоустойчиви, тъй като има намален шанс да има пропуски в отпечатъка ви. Можете да направите това, като увеличите умножителя на екструзия , наричан още понякога „скорост на потока“, от вашия слайсер.
Също така ще искате многото слоеве на вашия печат да се прилепват по-добре един към друг и можете да направите това, като увеличите температурата . Повишаването на температурата може да помогне и при прекомерно екструдиране.
Черупки и пълнене
Също така трябва да увеличите броя на черупките, които използвате върху печат. Регулирането на тази настройка добавя по-голяма граница, която обхваща изпълнената част от 3D отпечатъка.
Помислете за използването на по-висок процент на попълване . Това ще добави повече запълване към вашия печат, което може да помогне да запазите формата и структурата си.
Размер на дюзата
Макар че това не е настройка на слайсера сама по себе си, по-широката дюза може да помогне да направите частите по-водоустойчиви. По-широката дюза означава по-дебели екструдирани линии, включително черупки на част.
Височина на слоя
Използването на настройка за по-голяма височина на слоя може да подобри водоустойчивостта на отпечатъкът, защото създава по-високи слоеве. В резултат на това отпечатъкът ще има по-малко от тях, което означава по-малко слаби места (т.е. линии на слоя), където парчето може потенциално да пропусне вода.
Последваща обработка

Последващата обработка е един от най-добрите начини да направите 3D печатаната част водоустойчива. По-специално изглаждането на слоеве може да даде чудесни водоустойчиви резултати. Той смесва слоеве, елиминирайки пропуските в линията на слоя и създавайки по-плътно уплътнение около детайла.
Изглаждането на слоевете може да се извърши по няколко различни начина, но основната техника е да се приложи разтворител върху разтворим печат. Някои материали са разтворими в определени химикали. ABS се разтваря например в контакт с ацетон .
- Ацетон: Това е може би най-популярният разтворител, използван за последваща обработка. Изглаждането на ацетоновия слой работи с ABS, ASA, HIPS, PMMA и поликарбонатни нишки .
- Епоксидна смола: Друг метод за последваща обработка е покриването на отпечатък с епоксидна смола . Епоксидът бързо изглажда слоевете линии върху 3D отпечатъци, правейки частите по-малко уязвими от вода.
- Восък: Макар и по-рядко срещан, восъкът е добър кандидат за хидроизолация на отпечатъци . Той не разтваря слоевете, както ацетонът, а по-скоро запълва всички празнини между слоевете.
Тестване
След като вече сте създали водоустойчива част, добре е да я тествате. Не трябва просто да предполагате, че като следвате препоръките по-горе, винаги ще имате водоустойчива част.
За да тествате отпечатъка си, оставете го в леко студена вода поне за няколко часа. След това отстранете частта и я оставете да изсъхне за около час. Ако забележите някакви деформации или пукнатини, тогава вашата част не е водоустойчива.
Ако вашата част не се окаже водоустойчива, предлагаме да преразгледате горните препоръки: коригиране на настройките на вашия слайсер, извършване на по-голяма последваща обработка и евентуално дори използване на различен материал.
Възможно е също да имате проблем с печата, така че не забравяйте да проверите дали всички системи на вашия 3D принтер работят безпроблемно.
Желаем Ви успех!
“3МГ Бонев” ЕООД може да Ви спести всички тези главоболия като ни се доверите и използвате знанията, уменията и техниката ни!
0 Comments